Next Steps & Closing Remarks
Session Start End
-
AVERY (Albemarle Corporation)
There are large numbers of chemical and physical properties that can be measured. I am really just going to focus on the ones that are most typical. First of all, in the metals’ category will be the sodium, alumina, and rare earth. As you know, rare earth is not a compound; it is a group of elements in the Periodic Table. The most common would be lanthanum, cerium, praseodymium, and neodymium, but there are others that have been measured and/or reported. We use XRF (X-ray fluorescence) to measure those components. Other properties that people will look at and monitor on a regular basis are surface area, apparent bulk density, and particle size: either zero to 20 or zero and 40. Average particle size is around 80+. Also, physical testing, such as attrition resistance, is very common. This plot shows typical standard levels in manufacturing variation.

Every FCC unit can have an area of greater concern. For example, a large inventory FCC requires more fines to circulate properly. One FCC unit design may require a certain attrition resistance. More recently, many refiners have been focusing on rare earth variation due to associated surcharges. Consult your corporate group or catalyst supplier regarding the areas where your unit needs tighter specifications.
BROOKS (BP Refining)
At BP, we are cognizant of the fact that vendors have different manufacturing controls and tend to have control ranges for the catalyst. We also understand that these can vary somewhat between vendors. At BP, we typically use the vendor’s supply of fresh catalyst manufacturing ranges. We will check those against catalyst parameters that could cause issues on our units to make sure that variation ranges are still within acceptable operability for us. We are comfortable with the fresh catalyst properties varying in those ranges.
We will periodically review compiled Certificate of Analysis data that we receive for the shipments, and we will track some of the properties to see if we have gone off-spec. We do not typically go all the way off-spec, but we will use this data as the beginning of a discussion if we start to see a parameter that is or could cause issues.
In the past, we have used some of these data to have discussions with our vendors about certain properties. What you see on the slide is one example. At first you might say, “My, that is a high percentage for zero to 40.” But this is on a unit that has a very long standpipe, so it actually helps our circulation. The blue lines on the slide represent the upper specification limits we got from the vendor; the red line shows the lower limits; and, the target is shown in green. We compiled all of the Certificates of Analysis data for the zero to 40, which we would do for other properties also.
We started to notice that the samples tended to trend on the bottom of the specification range, as opposed to the middle. So the request we made was, “Is there any way you can look at your manufacturing to bring us back up near the middle of the range instead of the bottom?” You can see that we changed catalyst formulations because the site and vendor were both able to do that. There is now more variation across the targets rather than at all of the points concentrating below the target line. That is typically what we look at when reviewing fresh catalyst property data and tracking from the vendors.

You can also track your e-cat property data. For certain properties, you may be able to see a starting indication of issues that could be caused by your fresh catalyst. For examples like those that Cliff mentioned regarding tracking your rare earth, you should be able to see reasonable responses in your e-cat that follow what you are getting from your fresh catalyst.
MICHAEL TEDERS (Valero Energy Corporation)
Halle, you said you look at the rare earth content for the fresh catalyst. Have you ever done your own independent analysis for that fresh catalyst to understand if you are really getting what you are buying?
BROOKS (BP Refining)
We have had third parties look at it on occasion, but we do not do that on a regular basis. It is more of a situation that we start to see a problem on some of the data or a property that does not look right, like being unable to find the rare earth we think is supposed to be there. Then we will take it to the third-party.
MICHAEL GRECZEK (BASF Catalysts LLC)
I agree with Cliff and what he showed. I want to add that I think it is basically a question of specification. Let’s just say you have a fresh catalyst surface area specification of 280 m2 /g (meters square per gram) minimum, a 300 m2 /g target, a 320 m2 /g maximum, and also a rare earth specification of 1.8 wt% minimum, 2.0 wt% target, and 2.2 wt% maximum. These are very typical specifications. If you deliver within those specifications, the delivered fresh catalyst is all in spec. But if you have a catalyst delivered with the minimum surface area and maximum rare earth versus a catalyst delivered with the maximum surface area and minimum rare earth, then I want to make sure everyone knows that these catalysts are catalytically different, although both are “in spec”. You can be in spec, but what you really want to be is around the target. That way you ensure constant catalytic performance. BASF spends a lot of money to make sure we deliver fresh catalysts that are always around the target.
AVERY (Albemarle Corporation)
There are a large number of chemical and physical properties that can be measured on fresh FCC catalyst. I will first answer this question by mentioning the chemical and physical properties most commonly reported. The most common chemical properties are Na, Al2O3 and REO (rare earth oxides). RE, or rare earth, is not an element; but rather, a group of elements. The most common RE elements are La2O3, CeO2, Pr6O11 and Nd2O3, which are the oxides of lanthanum, cerium, praseodymium, and neodymium. The most common physical properties are surface area (SA), apparent bulk density (ABD), particle size distribution [PSD, 0 to 40 and APS (average particle size)], and attrition index (AI). The specifications of these properties are a balance between the catalyst plant capabilities and the FCCU requirements. A common two-sigma variation is represented in the slide.
Every FCCU can have an area where there is greater concern. As an example, a large inventory FCCU may require more fines to circulate properly; a certain FCCU design may require a certain attrition resistance. More recently, many refineries are focusing on the REO variation due to associated surcharges. Consult with your corporate group or a catalyst supplier regarding the areas where your unit needs tighter specifications.
BROOKS (BP Refining)
We are cognizant of the limits mentioned before around vendor manufacturing controls and also note the control ranges for different vendors can vary somewhat. Since the individual vendors know their ability to meet certain parameters in the fresh catalyst, BP typically uses the vendor supplied fresh catalyst formulation specifications to determine an acceptable range of variation for received catalyst properties. In each case, the limits provided by the vendor are reviewed to assure that the stated variability will not significantly impact the performance of the unit if the fresh catalyst properties move between the given limits. We periodically review compiled certificate of analysis data on received shipments to determine if the product is meeting the base specifications. It is important to note when reviewing this data that the variation in certain fresh catalyst properties, such as volatiles, can increase when the vendor moves between manufacturing plants or becomes capacity limited. We have also used statistical process control rules on this data to watch for trends consistently above or below the target property value, even if they are inside the specification range. Based on these analyses, we have made requests of our vendors to target tighter property specifications if necessary.
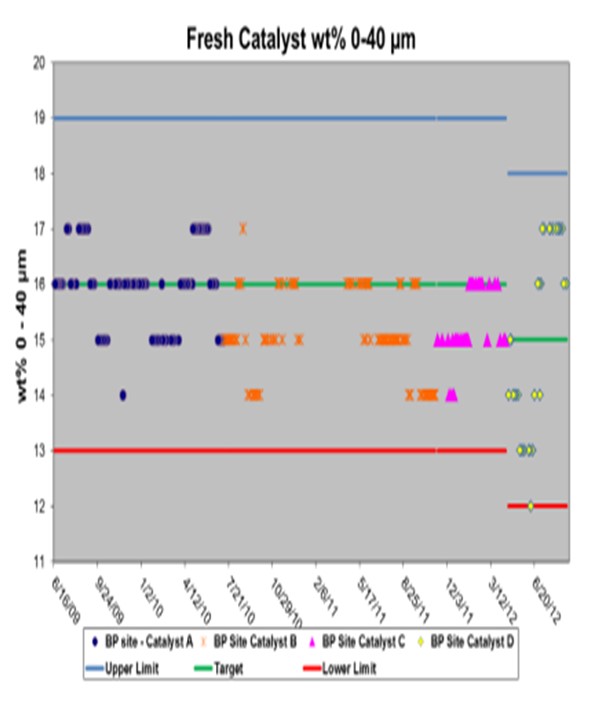
This is an example of a review graph we have used for fresh catalyst data. In this example, we noticed that the fresh catalyst wt% 0 to 40 micron was trending regularly within the upper and lower manufacturing limits, around the specified target of 16. However, it was noted that we were receiving shipments of Catalyst B and C that were typically trending on the low end of the target range. Since this is a critical property for this unit due to circulation limits, we made a request that the vendor look into their manufacturing process to see if they could shift the property back toward center. As can be seen in the Catalyst D data above, the vendor was able to make slight adjustments to bring the range back to historical patterns, with values both above and below the target.
It is also recommended to consider your fresh catalyst properties when reviewing your vendor e-cat sample results. Some shifts in e-cat property trends, such as rare earth levels, can sometimes result from shifts in fresh catalyst quality (among other possible causes).
AVERY (Albemarle Corporation)
Rare earth stabilizes zeolite and increases hydrogen transfer. Reducing the rare earth on zeolite will decrease the catalyst activity at the same zeolite content and matrix activity. Most refiners who reduce rare earth have increased the amount of active component. This increase has resulted in higher zeolite content and more matrix activity. This shift can be confirmed by higher surface area and higher alumina on fresh catalyst.
The results vary. In general, gas oil operations and mild operating FCCUs have experienced little decrease in activity. Resid units have either maintained the original rare earth or zeolite or rare earth on zeolite ratio as these are operated at lower activity. There have been several papers published that outline the use of non-typical rare earths or other elements to stabilize the zeolite. As an example, phosphorus has been used for decades to stabilize ZSM (Zeolite Socony Mobil) additives. At least one catalyst supplier has recently published the use of phosphorus to stabilize FCC catalyst. These substitutes generally do not provide the same level of cost-effective stability as rare earth. If they had, it would have been in common use in FCCs long before now.
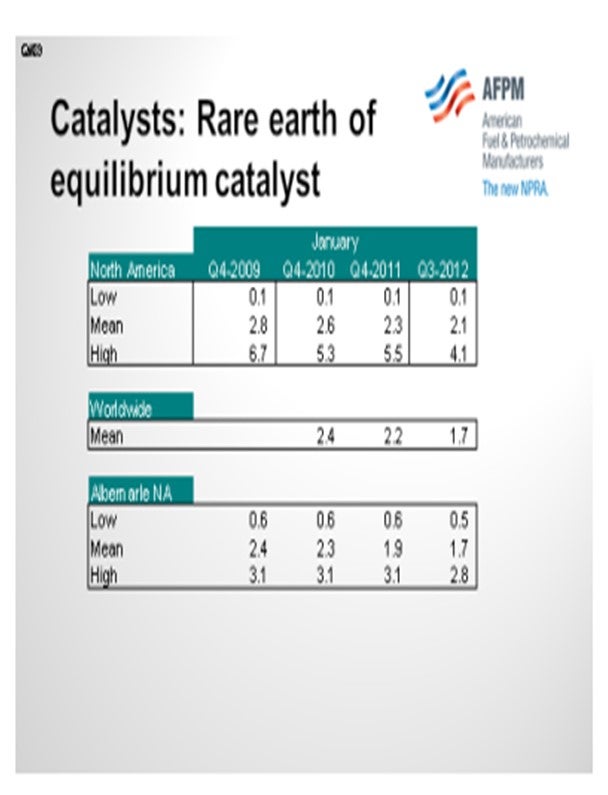
The effects of lower rare earth are widely known. They include higher LPG, lower gasoline, higher gasoline octane, lower activity, and lower delta coke. Even before the rare earth cost increased, Albemarle clients had the lowest rare earth in the industry. The slide shows a survey of all the North American e-cats, including when a refiner uses a SOx reduction additive that results in a slight increase in rare earth. If refiners are using a ZSM additive, it will make the rare earth go lower than the typical rare earth on the fresh catalyst.
Now look at some surveys of a couple of years of industry within North America and worldwide. You can see the highs in 2009 when it went from 6.7% down to 4.1% now. The average in North America has gone from 2.8% down to 2.1%. You could also see the comparisons for worldwide, Albemarle, and North America.
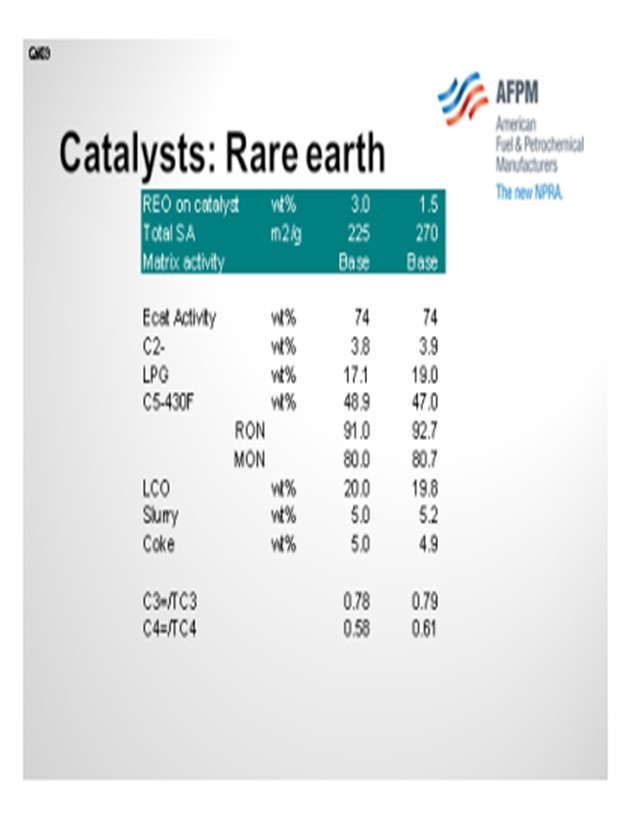
The next slide shows one catalyst system. For the matrix activity to be the same, all I did was go from 3% rare earth down to 1.5% rare earth; then with our models, I increased the zeolite until we got the same activity. I am just giving you an idea of how much more surface area or zeolite you will need in order to maintain the same activity. In this particular case, you have a catalyst going from 3% rare earth oxide to 1.5%. Due to the lesser stability of the lower rare earth, the zeolite surface area must go from 225 up to 270. With that, you will see more LPG, right? You will see lower gasoline and significantly more octane. Higher olefinicities will be present in the C3 and C4s.
BROOKS (BP Refining)
With the increase in rare earth cost, BP went through a series of reductions and rare earth on catalyst changes at a number of our sites. We did a bit of modeling work, and we decided not to drop the rare earth on every site we reviewed. Our models and the catalyst pricing with the surcharges at that time were used to evaluate our path forward. Our projected economics did determine an optimum point for each of our sites to get an idea of the appropriate rare earth on zeolite level within the balance of the manufacturing limits from the vendor.
For the sites on which we did make changes, we typically attempted to maintain rare earth on zeolite as much as possible to prevent the shift you should see in gasoline, LPG, and olefinicity and also to prevent the activity drop you would expect. We increased our zeolite surface areas on the sites where that was an option.
We have not yet had an opportunity to evaluate all of our changes. We have completed a lot of these reformulations. A base review of the operating data showed what we expected. In the units where we dropped rare earth on zeolite, we saw an increase in olefinicity and more LPG. Most of the time, we were able to balance that yield shift by backing out some of the ZSM-5 additive in use; so it was not really a problem for most of our units.
Many of our units that made adjustments to rare earth also dropped it in steps, especially if they were making very large changes in rare earth, so that made the yield pattern shifts a little less obvious. We saw what we expected in these step changes: an increase in catalyst addition rates for most of the units that made a significant drop in rare earth. We did not see a huge shift in the stability of the catalysts, especially in our hydrotreated units.
We do have one unit that runs some resid. In a situation like that, particularly with high metals, there is some nasty feed coming in with their resid stream. They saw what they thought was a drop in stability that required the addition of a lot more catalyst to maintain activity. They have come up on rare earth since the market prices have gone back down, but that is the only unit on which we went back up in rare earth levels because of the stability of the catalyst.
We have not seen any noticeable attrition shifts with the drop in rare earth. Also, we did a trial of a few of the rare earth-free catalysts blends. One of our sites actually adjusted the blend throughout the trial and would step more and more of the rare earth-free catalyst into the blend. They were able to step it up to 50% of their blend and did not feel as if they saw any difference in coke or bottoms makes. Again, that has not been fully evaluated, but they were happy with their yield patterns.
SCHOEPE (Phillips 66)
Phillips 66 actually reacted aggressively as rare earth prices increased. On average, the rare earth content was decreased by about 0.7%. In most cases, we tried to compensate for the decrease in the rare earth with an increase in activity. Overall, if we used e-cat activity as a benchmark, we really did not see a big decrease. One unit had a little bit higher activity; another one had lower activity. We did, however, see the effect that Cliff described. We saw a decrease in gasoline selectivity, which, in one unit, was great because they had additional capacity in the alkylation unit. Another unit struggled with increased LPG yield because they were wet gas compressor limited.
PIMENTEL (CITGO Petroleum Corporation)
During that rare earth crisis, we had a sharp reduction in rare earth concentration from 4.5% to less than 1% in our catalyst. We found no issues with attrition or catalyst losses in any of our units. We did reformulate the catalyst to increase matrix surface area. That reformulation was done in anticipation of the lower delta coke resulting from that catalyst formulation. The LPG increment was very small: in our experience, less than 1%. The catalyst activity reduction experience changed from unit to unit. In some of our units, we stayed at the same catalyst addition rate to achieve the same activity; while in other units, we had to increase up to 20% of our addition rate.
JOSEPH McLEAN (BASF Catalysts LLC)
This past August at the 2012 Cat Cracker symposium in Houston, there was a session during which the three U.S. vendors all participated. Those presentations will all be on the AFPM website; so rather than rehash what was discussed, I will just direct you to the details within those transcripts. I also want to point out that as the rare earth prices have gone down, the quantity of rare earth being used by the customers has increased]. Our average shipping content for the past two quarters has bottomed down the first quarter of this year. The content is not quite back to where it was two years ago, but this quarter shows that it is heading in that direction.
AVERY (Albemarle Corporation)
Rare earth (RE) stabilizes the zeolite and increases hydrogen transfer. Reducing the RE on zeolite will decrease the catalyst activity at the same zeolite content and same matrix activity. Most refiners who reduce RE have increased the amount of active component. This has resulted in higher zeolite content and more matrix activity. This shift can be confirmed by higher surface area and higher alumina on fresh catalyst. The results vary. In general, gas oil operations or mild operating FCCUs have seen little decrease in activity. Resid units have either maintained the original RE on zeolite or operated at lower activity. There have been many published papers outlining the use of non-typical REs and other elements for zeolite stabilization. As an example, phosphorus has been used for decades to stabilize ZSM-5 additives. At least one catalyst supplier has recently published the use of phosphorus to stabilize FCC catalyst. These substitutes generally do not provide the same level of cost-effective stability as rare earth; if they had, they would have been in common use in FCC catalyst long before now. The effects of lower RE are widely known. They include higher LPG, lower gasoline, higher gasoline octane, lower activity and lower delta coke. Even before the RE costs increased, Albemarle clients had the lowest RE in the industry. North American averages are listed below.
BROOKS (BP Refining)
BP decreased rare earth levels on a number of units due to the high rare earth cost environment last year. If possible, we targeted reduced rare earth (RE) levels with increased zeolite (Z) surface area to the offset the reduction in catalyst stability and minimize the impact on catalyst additions/activity. Although we targeted minimal shifts here, our unit reformulations typically resulted in some drop in RE/Z which was expected to cause increases in LPG yield, a decrease in gasoline yield, and an increase in LPG and gasoline olefinicity. However, in some cases we were able to adjust the ZSM-5 usage rates to manage the selectivity shifts that come with a change in RE/Z ratio.
In our analysis to determine the most profitable RE level for each unit, we used our FCC process model to optimize the unit operating conditions against each sites’ commercial pricing projections and unit constraints for various RE levels in the catalyst. This allowed us to consider the impact of the predicted yield shifts and catalyst addition rates in conjunction with the shifting catalyst prices (including RE surcharges) to identify the conditions that would result in the highest unit margin. In some cases, the model work resulted in reduced e-cat MAT for operating cost reductions which was then balanced by increased riser temperatures to maintain conversion. For these cases, a shift in delta coke was predicted. However, in cases where the e-cat MAT and other operating conditions were maintained, the delta coke was projected to remain unchanged as long as the metals levels on e-cat did not shift significantly. This could also be said about conversion; i.e., lower optimized MAT would yield lower conversion, but constant MAT and operating conditions would result in no change. Our FCC process model was used to select an optimized RE level based on each sites’ commercial pricing projections, unit constraints, yield shift projections, shifts in catalyst addition rates, and catalyst prices (including RE surcharges). Because there was some uncertainty around the expected catalyst addition rate and yield shifts, many of our units that were making a large shift down in RE levels did it sequentially by stepping their RE levels down to the optimum suggested in the modeling studies.
We have not yet had an opportunity to complete full evaluations on these RE shifts so cannot be sure of the absolute yield and catalyst addition shifts observed. However, unit yields appear to have made the expected step changes in LPG and gasoline yields and olefinicity. Addition rates have gone up slightly as expected. Catalyst stability seems good in the majority of our units. One unit which periodically runs high levels of metals on e-cat due to feed contaminants noted a drop in catalyst stability at heavy metals loading and has since increased RE levels slightly to handle swings in feed quality better. We have not seen any changes in attrition with the lower RE catalysts. We have one site that has trialed a RE-free catalyst as part of a blend with another RE catalyst. Their trial showed no significant shifts in coke or bottoms yield at blend levels of up to 50% RE-free catalyst. We have another site who has implemented a catalyst blend which includes and RE-free portion of the formulation. This was a recent change and has not yet been evaluated for actual yield and addition rate shifts. However, they have not noticed any significant issues with operation on this catalyst via regular unit monitoring methods.
SCHOEPE (Phillips 66)
As rare earth prices increased, the average rare earth content on Phillips 66 units was decreased by 0.7 wt% to about 2.0 wt%. In most cases we compensated for the lower rare earth content by increasing zeolite content to maintain target equilibrium activity. Although one unit saw an increase in equilibrium catalyst activity and one saw a decrease, most of our units maintained constant equilibrium catalyst activity, despite the reduction in rare earth content. In general, this reformulation caused the gasoline selectivity to decrease slightly at the same conversion, with the expected increase in LPG selectivity. This change might have caused problems for units with wet gas compressor constraints.
PIMENTEL (CITGO Petroleum Corporation)
In one unit, we lowered rare earth on one FCC from 2.8 wt% to 1.35 wt% and made a modest formulation change. Catalyst additions had to be increased by 20% to 25% to maintain the same e-cat activity. Even with a significant reduction in stripping steam, delta coke dropped by 0.05 wt% to 0.07 wt%. LPG yield increased by approximately 1 LV%. Conversion was unchanged. We did not have any attrition or opacity issues. In another unit, we reduced rare earth from 4.5% to less than 1% and increased matrix area to compensate for the expected lower delta coke. We experienced a moderate increment in C2- and LPG production (~5%) at the expense of gasoline. We did not experience incremental catalyst attrition or loss of activity at constant catalyst addition rate.
ROSANN SCHILLER (Grace Catalysts Technologies)
Rare earth plays a key role in FCC catalyst and has been traditionally used in stabilizing zeolite which preserves catalyst activity and modifies selectivity. Rare earth has also been successfully utilized as a contaminant metals trap, reducing deactivation caused by vanadium.1 There are several different avenues one could take to lower rare earth on catalyst with wide ranging impacts on FCCU yields and selectivity's. The following avenues will be discussed:
1. Lowering rare earth on zeolite,
2. Lowering rare earth and using a rare earth substitute, and
3. Lowering rare earth used for metals traps
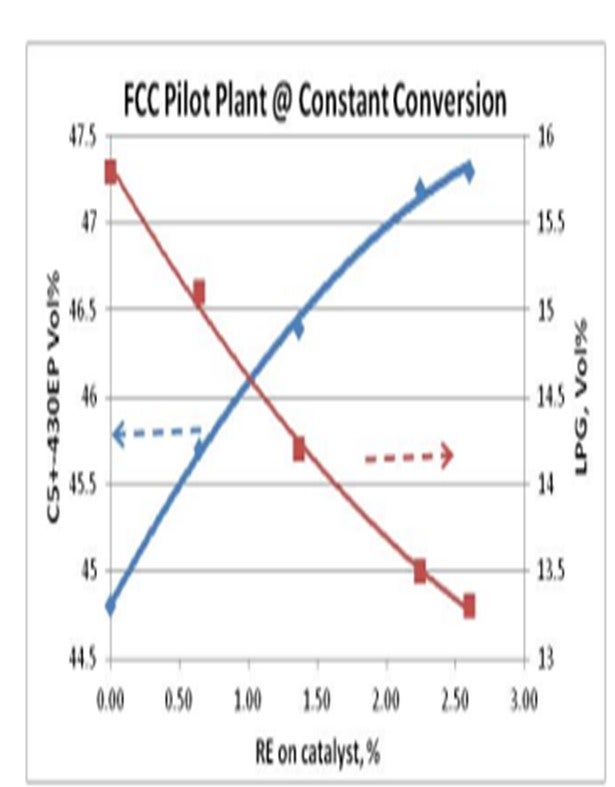
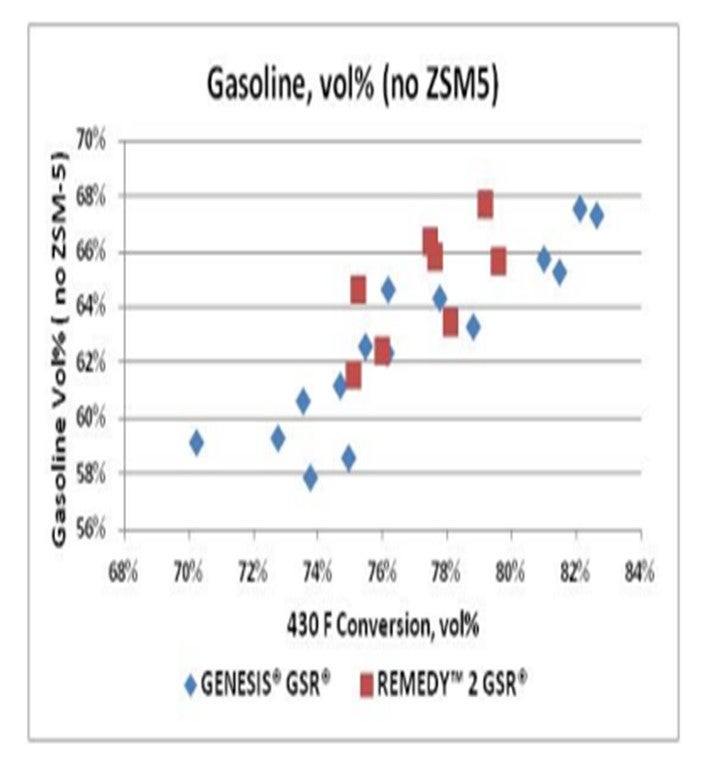
Simply lowering rare earth on zeolite with no other changes made to the catalyst system will typically reduce catalyst activity at similar catalyst additions. Conversely, higher catalyst additions will be required to maintain similar catalyst activity. If activity/conversion is maintained, catalysts with lower rare earth will typically be more LPG selective than gasoline selective. The graph below showing this relationship was presented at the 2012 Cat Cracking seminar. The data are pilot plant yields from merely reducing rare earth on an FCC catalyst with constant zeolite and matrix input.
For further information on the function rare earth plays in FCC catalyst and yield selectivity's, please refer to the Grace Davison paper, “Role of the Rare Earth Elements in Fluid Catalytic Cracking.”4 One thing to note is that removing rare earth from FCC catalyst typically provides relief in catalyst expenses but is not necessarily an economical solution as most FCC operations cannot accommodate lower activity and/or product value.5
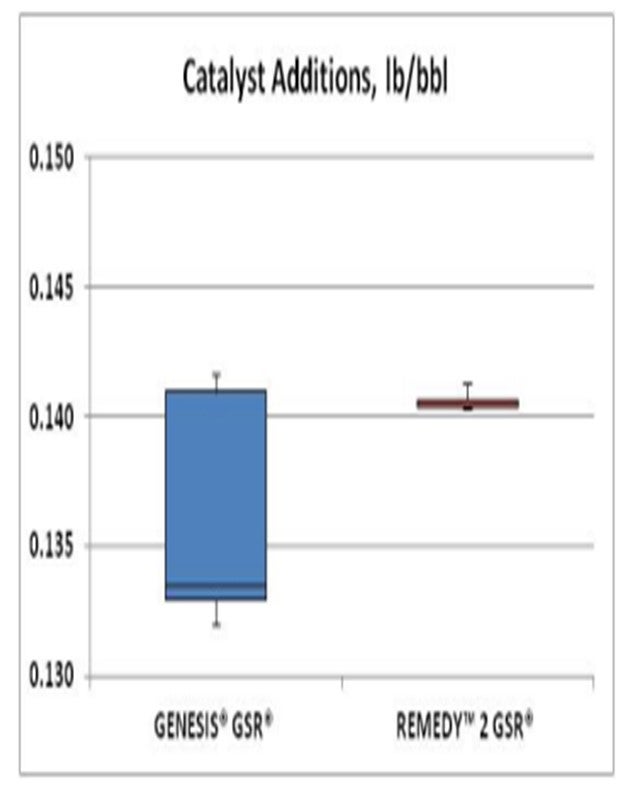
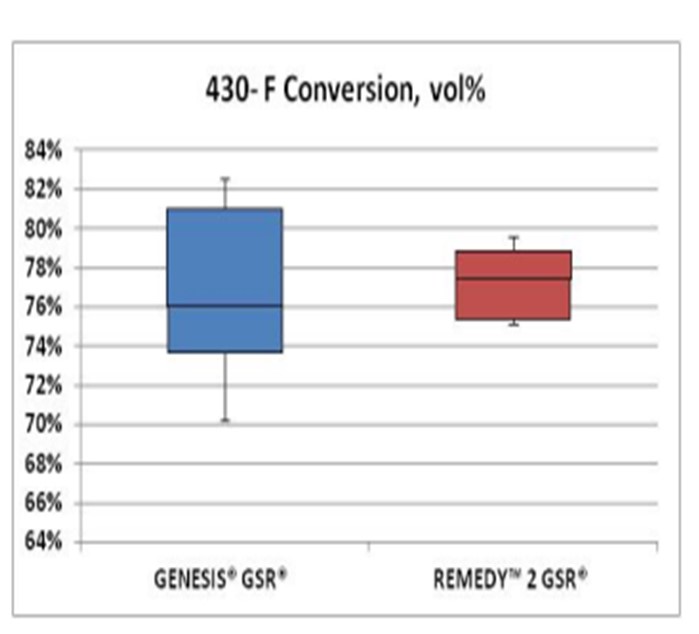
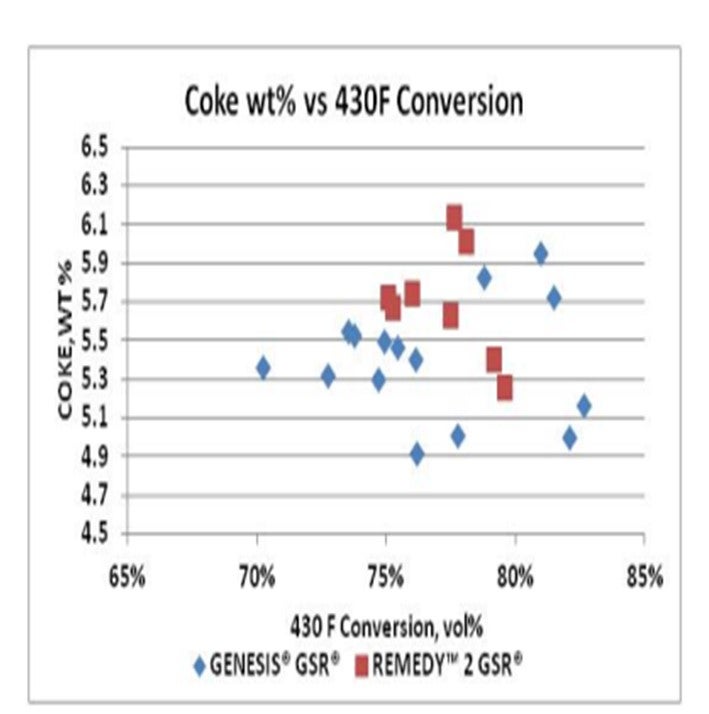
One alternative to lower rare earth while maximizing FCCU profitability is to use alternate materials and processing to stabilize the zeolite. Grace has recently added the REpLaCeR® family to its catalyst portfolio. REpLaCeR® is a collection of low and zero rare earth catalysts which have been applied in a wide range of FCC applications. 6 REMEDY™ catalyst, one of the REpLaCeR® family of catalysts with zero rare earth content, has been proven to have similar unit conversion at similar catalyst additions, similar slurry/coke selectivity, similar e-cat activity, and higher gasoline selectivity when compared to a moderate rare earth containing catalyst. In one refinery example, the catalyst was reformulated from a traditional 1.5 wt% rare earth catalyst, GENESIS®GSR®, to REMEDY™2 GSR®.7 As shown in Figures 2 and 3, the catalyst additions on a pound per barrel of feed basis were maintained with REMEDY™2 GSR® while maintaining similar conversion. Figure 4 shows both catalysts have similar coke selectivity.8 Also, REMEDY™2 GSR® proved to be more gasoline selective when compared to GENESIS®GSR® which is shown in Figure 5.9 It is also worth noting that the lower rare earth catalyst reformulation in this example did not negatively impact catalyst retention.
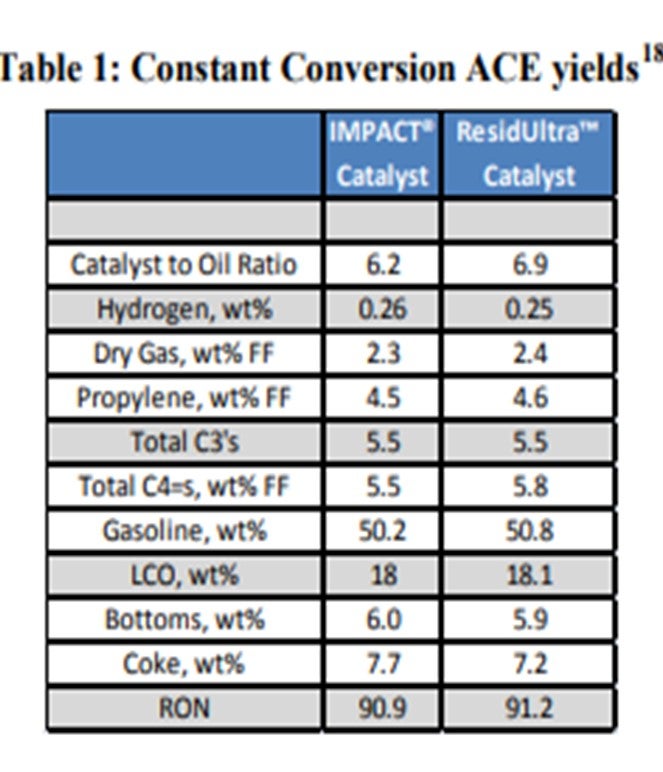
With regard to rare earth being utilized as a metals trap, Grace has been successful reducing rare earth by 40% without sacrificing activity or selectivity with the re-optimization of our IMPACT® technology, ResidUltra™14. Commercial experience proves that unit performance is nearly interchangeable.15 In lab testing ResidUltra™ and IMPACT® samples were deactivated with metals levels of 3,000 ppm V and 2,000 ppm Ni and tested side by side in the ACE unit over a residual feedstock.16 The constant conversion data is summarized in Table 1. In this scenario, relative to IMPACT®, ResidUltra™ has similar catalytic activity, the same hydrogen selectivity, slightly better coke selectivity, similar gasoline, similar LCO, and similar bottoms yield.17 ResidUltra™ yields slightly higher-octane number and LPG olefins.
In summary, the means by which a catalyst supplier might lower rare earth may have no impact or a substantial impact on catalyst activity and FCCU yields and selectivities. Your unit objectives and constraints will dictate which catalyst reformulation best fits your FCCU.
AVERY (Albemarle Corporation)
ZSM-5 usage is widely used in FCC units trying to maximize propylene. ZSM-5 usage is just as popular in resid units as it is with gas oil units. We have seen high propylene yield units, resid units with feeds greater than 6 Conradson carbon residue, and e-cats that exceed 10,000 ppm nickel plus vanadium.
The question was whether ZSM can crack resid. The short answer is no. The long answer is that if you have good catalyst component systems, matrix components, and zeolites, you will be able to crack the FCC feedstocks into light cat naphthas. Basically, the olefins of the light cat naphthas can crack into propylene. The effects we saw that helped resid units make more propylene were using a high accessibility catalyst and preventing dilution effects, as well as the list shown on the slide.

ZSM will deactivate, but much slower than Y-type zeolites. ZSM-5 has a far higher silica-to-alumina ratio and dealuminates less than Y zeolites. In an ACS (American Chemical Society) Boston 2007 report, we revealed that ZSM is less affected by hydrothermal steam conditions and metals effects from vanadium, in particular. You see this result on the slide. Shown on the Y axis is surface area retention. This particular test used pure component systems; so when you see the ZSM, you know that it represents a pure ZSM in Y. It is also a pure Y zeolite. The zero point is just steaming at 800°C; that is, 100% steam for five hours. The graph shows that at those conditions, the ZSM has maintained 88% of its original surface area, while U.S. Y-type maintained only 79%. As we increased the vanadium levels on the catalyst, there was a decrease in retention for both the ZSM and the Y zeolite. However, you can also see a bigger decrease in the Y-type zeolites with increased vanadium.


LALL (UOP, A Honeywell Company)
UOP’s resid FCC technology, coupled with FCC catalyst systems incorporating the use of ZSM-5 additive, has been successful producing propylene at levels as high as 10 wt% to 11 wt% on fresh feed. The slide shows a typical propylene yield from various UOP resid FCC units operated in propylene mode for varying total feed metals versus feed Conradson carbon for both two-stage regenerators and high efficiency combustor-style regenerators.
We have several commercial units. A couple of them are operating above 4 wt% Conradson carbon residue, and a few operate above 7 wt% Conradson carbon residue. Optimization of the resid FCC operation and ZSM-5 addition can overcome the challenges associated with processing resid feedstocks. The slide shows a consistent correlation between propylene production and feedstock quality.

While it is recognized that vanadium has a strong deactivating effect on Y zeolite, its deactivating effect on ZSM-5 has not been as widely recognized or documented. Much of the current understanding of the effect of vanadium on ZSM-5 has been derived from deactivation indices for Y-zeolite. Measurements of ZSM-5 surface area and poor volume retention remain fairly unchanged even after a simulated deactivation by deposition of vanadium at high levels, as high as 5,000 ppm. Additionally, standard acidity measurements do not appear to be strongly affected by the presence of vanadium on the catalyst surface either. It has been hypothesized that due to the lack of property shifts, the presence of vanadium has minimum impact on ZSM-5 deactivation; but due to uncertainty expressed by the industry, this theory is under investigation.
JOSEPH McLEAN (BASF Catalysts LLC)
I have a few comments. First, heavier feed units tend to turn over the inventories faster. We tend to think of ZSM-5 levels in terms of percentage of fresh catalyst; but if you are turning the inventory of the catalyst over faster, then you are adding more ZSM-5 and turning it over faster as well. Whenever you are trying to compare heavy feeds versus light feeds, you need to keep that effect in mind. We recently had an opportunity with one customer who went from a hydrotreated gas oil and essentially very, very low metals on the e-cat at 100 ppm levels to 3,000 ppm nickel with some strange feed that they had received over a period of just a few weeks. So we saw how that changed in a very rapid response. There were some changes in the propylene yield on the unit, but they were due to better effects of the feed. When we looked at the e-cat selectivity with standard testing, there was no change in the propylene selectivity for that kind of a rapid change. We did analyze the e-cat microscopically; and just by looking for association of nickel with phosphorous, we basically did not see any change. Nickel does not seem to affect ZSM-5 particles, as you would expect, because the nickel cracks from the asphaltenes and basically stays where it cracked. Vanadiums are a little more difficult to analyze because of their mobility. But in this case, there was not a lot of vanadium, just high nickel.
DR. PAUL DIDDAMS (Johnson Matthey Intercat) I agree with what Joe said. I also have a comment about Cliff’s chart where he showed the surface area retention versus steaming. That is basically what we see, too. What the chart does not take into account is the dealumination of the ZSM-5. You are showing around a 10% reduction relative in activity, which is less than what I have seen.
PATRICK BULLEN (UOP, A Honeywell Company)
My question is related to ZSM-5. It is a little bit different and off-topic. Has anyone noticed a trend in the increased use of ZSM-5 with an increase in acetone in the C4 streams coming off the unit?
BROOKS (BP Refining)
I would not say no, but we have not looked at it.
PATRICK BULLEN (UOP, A Honeywell Company)
So, you think it is a secondary reaction that might be caused by the ZSM-5?
PIMENTEL (CITGO Petroleum Corporation)
We do measure oxygenates in the LPG in the BBs. But in our case, they are mostly related to oxygenates in the feed or some oxygen coming in with the aerated catalyst flow back to our reactor. So, you will think that the incremental production of olefins, because the ZSM-5, would actually reduce the concentration of oxygenates.
DR. PAUL DIDDAMS (Johnson Matthey Intercat) I am sure that acetone is measured quite widely. As catalyst suppliers, we do not tend to get it reported to us very often. ZSM-5 has been around in FCC for over 20 years. So, if there had been a strong relationship between acetone and ZSM-5 usage, it would probably have come to our attention by now; but it has not, and I do not think anyone here is jumping up and saying, “Yes, I have seen that.”
AVERY (Albemarle Corporation)
ZSM-5 usage is widely used in FCCU operations to maximize propylene yields. ZSM-5 usage is just as popular in resid as it is with gas oil operations. High propylene yield units include feeds greater than 6 wt% CCR (continuous catalyst regeneration) and e-cat metals exceeding 10,000 wppm Ni + V. The small pored ZSM-5 is unable to directly crack the large pore resid molecules. To maximize propylene, refiners must optimize their operating conditions, unit design, and FCC catalyst systems to first maximize light naphtha olefins. Catalyst systems with low hydrogen transfer and high accessibility work the best for maximizing light naphtha olefins. ZSM-5 additives or other proprietary technologies will then crack these abundant naphtha olefins to yield high levels of propylene.
ZSM-5 will deactivate, although at a slower rate than Y-type zeolites. ZSM-5 has a far higher SAR (silica to alumina ratio) and dealuminates less than Y-type zeolites. An ACS Boston 2007 report reveals that ZSM-5 is less affected by hydrothermal (steam) conditions and metals (vanadium) contamination than traditional Y or U.S.Y zeolites.
LALL (UOP, A Honeywell Company)
UOP Resid FCC technology, coupled with FCC catalyst systems incorporating use of ZSM-5 additive, have been successful at producing propylene at levels as high as 10 wt% to 11 wt% propylene on fresh feed. The figure below provides a broad summary of the typical propylene yield from various UOP RFCC units operating in propylene mode at various total feed metals on equilibrium catalyst versus feed Conradson carbon content.

Optimization of UOP RFCC technology operation and ZSM-5 addition can overcome the challenges associated with processing resid feedstocks. Figure 1 shows the consistent correlation between propylene production and feedstock quality.
While it is widely recognized that vanadium has a strong deactivating effect on the Y-zeolite, its deactivating effect on the ZSM-5 has not been widely recognized nor documented. Much of the current understanding of the vanadium effect on ZSM-5 has been derived from the deactivation indices for the Y-zeolite. Measurements of ZSM-5 surface area and pore volume retention remain fairly unchanged even after simulated deactivation by deposition of vanadium at levels as high as 5,000 wppm. Additionally, standard Lewis & Bronsted acidity measurements do not appear to be strongly affected by the presence of vanadium on the catalyst surface either. It has been theorized that due to a lack of property shifts, that vanadium presence has a minimal impact on ZSM-5 deactivation; but due to uncertainty expressed by the industry, this theory is under investigation.
ROSANN SCHILLER (Grace Catalysts Technologies)
Yes, ZSM-5 additives are being used successfully, for example, in Asia and the Middle East, where the predominant FCC feedstock for maximum propylene FCC units is heavy, high metals resid. We have developed our AP-PMC and PROTAGON catalyst platforms to address the demands of these units. IN addition, there are numerous resid applications around the world that target moderate propylene increases in which ZSM-5 additives are used. Regardless of the product to be maximized, the foundation for a superior resid cracking catalyst is coke-selectivity and bottoms cracking activity. These are the primary considerations in the design of these catalyst families. Grace’s ZSM-5 additives such as OlefinsMax, OlefinsUltra, and OlefinsUltra-HZ are being used successfully in many resid units, together with AP-PMC, Protagon, Impact, Nektor-ULCC, and ResidUltra.
Industry experience indicates that high levels of Ni + V do not affect the performance of Grace’s ZSM-5 additives. Our customers have operated successfully with a combined Ni +V of up to 13,500 ppm. On the other hand, feed properties have a significant influence on product yields, including propylene selectivity.
Fundamental research has shown that ZSM-5 additives do not accumulate metals at the same rate as base cracking catalysts. This, in part, helps to explain why metals effects on ZSM-5 are not easily observed in commercial operation.
HARVEY MCQUISTON (Technip Stone & Webster)
The use of ZSM-5 has been well demonstrated in Resid FCCs. Due to the small pore size and the shape-selective nature of ZSM-5, the effect of Ni and V is much less than it is on the base FCC catalyst. The main effect of Ni and V is that Resid FCCs normally require a higher catalyst makeup rate (and withdrawal rate) to control metals at an acceptable level and therefore the ZSM-5 makeup rate is higher because it gets flushed out with the base FCC catalyst. The two-stage regeneration technique utilized in the Technip Stone & Webster Resid FCC design provides more catalyst tolerance to Ni and V and therefore reduces makeup cost of both base FCC catalyst and ZSM-5.
BROOKS (BP Refining)
Most of BP’s units are now transitioning from about a four-year turnaround cycle to a five-year. We have some units already running five years between turnaround cycles without necessarily showing evidence of higher wear and tear. We do not typically need to perform any mini-turnarounds or swoop-downs unless there are some extraordinary circumstances where we know equipment is broken and have to go in for repairs. Our unit reliability has been very high, so that is not really a concern for us when switching from a four-year to a five-year cycle.
We have done some internal Availability Improvement Studies and identified turnaround duration as a significant focus. Some of our turnarounds get a little long. It does not seem to correlate directly with our units that have longer time between turnarounds though, so I would not necessarily relate those together. We have quite a few units that are 100% hydrotreated feed, and a number of others that run untreated gas oil and resid. Both of those types of units have been able to do five-year runs. We have not seen any correlation between feed types and any issues with longer runs.
Right now, we actually have one unit that is planned for a five-year turnaround run. This unit is pushing its turnaround out another six to 12 months by doing a very, very small swoop-down or mini-turnarounds to make very minor corrections. The units have not had any other significant operational or reliability issues. Obviously, as you increase the length between turnaround cycles, you do have an increased risk of unplanned outages and slowdowns, especially near the end-of-run. A typical area of concern when you push your turnaround cycle out is having a very large turnaround scope. As I mentioned, worn cyclones causing catalyst loss increases, gas plant reboilers and exchanger fouling, feed nozzle erosion, flue gas system fines deposition, air grid erosion, and transfer line coking are among numerous items that can become concerns when pushing towards longer runs between turnarounds. So, there are obviously risks for pushing your turnaround cycles out. We have looked at some of them, and we feel comfortable moving most of our units to a five-year cycle.
There is an additional consideration that might affect you. Some of our units have mandated inspections on certain pieces of equipment based on local regulations and may require a shorter turnaround cycle. Thus, some might have to do mini-turnarounds or swoop-downs to meet those requirements, or they may have to plan for shorter turnaround cycles.

LALL (UOP, A Honeywell Company)
In our experience, most FCCs are achieving four- to five-year runs. There are a number of factors that determine the onstream reliability of the FCC. To say that longer run life equates to less reliability and more unplanned shutdowns is not an automatic conclusion. The key to maintaining onstream reliability is that the important components of the reactor regenerator are controlled during operations, as should be the operating variables during the course of the run.
A health check philosophy is used to identify all of the reactor regenerator’s critical components. A priority table identifies the key design parameters and compares those values to actual operating values seen in service. For items identified as running above design limit, repairs are expected. A plan is then devised such that those high priority items are seen first during the inspection discovery phase. There is then a plan for either a quick repair, a repair with modifications, or complete replacement with upgraded or improved technology.
The other aspect of the health check is the monitoring of erosion, particularly for cyclones. The amount of cyclone or erosion observed is directly proportional to the velocity at which they are operated. Therefore, it is fairly easy to predict the level of expected erosion by reviewing the operating history. While the health check is a great tool for predicting problems, the mini shutdown is a great opportunity for verifying those predictions, as well as discovering any new potential problems.
While the mini-turnaround generally does not allow for any major repairs, it does allow the units to continue operating until proper adjustments and repairs can be made. In general, the mini-turnaround does not improve reliability, but it does give the refiner a chance to redo some quick fixes that were made, perhaps unexpectedly, during the last turnaround. The mini-turnaround also provides a great gauge to establish the amounts of expected repairs.
WILLIAMS (KBR)
At KBR, we also agree that a typical, normal FCC turnaround is around four to five years. But in order to achieve this interval, we believe that it requires well controlled operations. To support what my colleagues stated earlier, to achieve longer turnaround cycles requires operating within the recommended design parameters as far as feed rates, properties, and temperatures, as well as catalyst circulation rates and superficial velocities, to just name a few.
VILAS LONAKADI (Foster Wheeler USA Corporation)
I think Jesse mentioned remaining within the design parameters. Those of you who are having five years, and even beyond five years, are you really operating at design or are you below the design? On what percentage of units can you still achieve five years and longer?
BROOKS (BP Refining)
It depends on which unit we are looking at in our system. We have some units that are running below their design capacities, but we also have some running at or above their design capacities on most days. As Jesse mentioned, these units will target superficial velocities in the regenerators to make sure their cyclones can make run-length. They will focus more on their KPIs if they are pushing their run-length and running near their design limits. We do have some units that make it longer because they run a little bit further below their design limits due to other constraints, not because we do not want to run feed.
BROOKS (BP Refining)
BP is trying to transition most of its units from four-year to five-year cycles. Our five-year turnaround cycle units do not tend to see higher “wear and tear” than our shorter cycle units and “mini-turnarounds” have not been necessary except in special/unusual damage cases. Our unit reliability is typically high. Internal availability improvement studies have identified turnaround duration as a significant focus area for the future, but this does not appear to correlate directly to our units with longer time between turnarounds. While our units running 100% hydrotreated feed typically run on five-year cycles, we have multiple units running resid who also successfully operate on a five-year turnaround cycle plan. One of our units recently planned for a five-year turnaround cycle and is pushing their maintenance turnaround out another six to 12 months by doing a brief “swoop-down” for minor repairs. Thus, allowing them to take advantage of favorable market conditions forecasted. With this swoop-down, the unit will meet a six-year cycle on this run.
A previously owned BP unit ran a seven-year cycle with no mini-turnarounds in the middle. While this was certainly impressive, notes suggest that the final turnaround scope after this run was extremely large and required significantly more manpower than typical turnarounds.
Increasing the time between turnarounds can certainly increase the risk of unplanned outages and slowdowns, especially near end of run. Typical areas for concern when considering longer turnaround cycles include: large turnaround scope, cyclone wear and resulting increases in catalyst losses, gas plant reboiler and exchanger fouling, feed nozzle erosion, fines deposition in the flue gas system, air grid erosion, and transfer line coking. Some site equipment can also be affected by mandated inspections that may fall within a longer turnaround cycle window (less than five-year cycle).
WILLIAMS (KBR)
A normal FCC turnaround interval is approximately five years and requires a well-controlled operation to achieve this interval. The unit needs to be operated within its design parameters (feed rate, feed properties, temperatures, pressures, catalyst circulation and superficial vapor velocities among others) to avoid afterburning and thermal damage to cyclones and excessive erosion of the air distributor and other key internal equipment. Extension of the turnaround interval would not be possible if the unit is already operating with unresolved reliability issues.
LALL (UOP, A Honeywell Company)
There are a number of factors that determine the onstream reliability of the FCC; to say that longer run life equates to less reliability (i.e., unplanned shutdowns) is not an automatic conclusion.
The key to maintaining onstream reliability is that the key components of the reactor-regenerator are monitored during operation, as well as controlled as should be the operating variables during the course of the run.
The health check philosophy is an engineering-based tool used to identify all of the critical components of the reactor-regenerator by a priority table that identifies the key design parameters for the given equipment and compares those values to the actual operating values seen during operation. These variables are typically capacity (flux/volume), flow (velocity), temperature and pressure. For those items identified as running "above" design limit, repairs are expected, and a plan is devised such that those "high priority" items are seen first during the inspection discovery phase of the turnaround and there is a plan for either a quick repair (replacement in-kind), alternate repair with modifications, or complete replacement with upgraded or improved technology. The more items that are identified and pinpointed during this health check process, the more planning can go into the turnaround to minimize unknowns during the turnaround. Several refineries have adopted a policy of planned replacement during shutdowns, so that in-situ repairs are avoided. Ideally, these refineries localize and rotate the majority of maintenance for a given unit so that they do not overload the manpower requirements for any one turnaround. For example, the refiner would do reactor work (and cyclones) for the unit one turnaround, with regenerator work (and cyclones) the following turnaround, and with work on the flue gas in the subsequent turnaround.
The other aspect of the health check is the maintenance of erosion - particularly for cyclones. The amount of cyclone erosion observed is directly proportional to the velocity at which they are operated. Therefore, it is fairly easy to predict the level of expected erosion by reviewing the operating history and estimating the level of expected erosion. The same holds true for standpipes and risers. The key is to map the known critical areas and determine the severity of service it has experienced between campaigns (run-lengths) to gauge the level of expected repairs. The health check is also a good tool for judging the impact of "pushing" the unit beyond design limits, or running the unit with a severe/contaminated feed. Additionally, the effect of excessive turndown can also be predicted and planned for. The success of the turnaround planning is the coupling of the current process conditions with the known mechanical problem areas and developing a plan to eliminate the root cause of any problem, avoiding re-occurring maintenance and inspection headaches.
The onstream health check mainly comprises conducting thorough and comprehensive thermographic reading of the entire unit to identify and isolate areas of refractory problems. This primarily relates to the cold wall vessels and standpipes. For hot wall standpipes and vessels, onstream thickness readings are used to establish erosion tendencies and potential corrosion area.
While the health check is a great tool for predicting problems, the mini shutdown is a great opportunity to verify those predictions, as well as discover any new potential problems. While the “mini-turnaround” (or “pit-stop”) generally does not allow any major repairs, it does allow the unit to continue to operate until the proper adjustments and repairs can take place. In general, the mini turnaround does not improve reliability, it just gives the refiner a chance to "re-do" some quick fixes that were made (unexpectedly) during the last turnaround and gives the refiner a great gauge to establish the number of expected repairs. Having the unit well mapped with a priority assigned to critical areas for inspection is key during the mini turnaround. Generally, the complete unit is not available during this time, so the inspection areas must be prioritized and planned such that the critical areas are inspected. In general, it is always good practice to have a "hit list" ready for potential inspection in the event the unit comes down for any reason during an unplanned outage (major power failure, refinery fire, feed outage, etc.). One of the most difficult predictions to make is the remaining life of equipment, so any opportunities to reduce time between turnarounds helps in the planning phase. For example, if it is known that cyclones are eroding, it is easier to judge if they can last two years until a mini-shutdown, versus having to determine if they can last four or five years until the next planned outage.
SUBHASH SINGHAL (Kuwait National Petroleum Company)
Typically, three years between turnarounds without mini shutdown is achievable. Many refiners achieve four years with mini-turnaround. If a refiner intends to achieve four years between turnaround without mini-turnaround in between, he may have reliability issues. There has been enhanced focus on improved maintenance and inspection during turnaround for better reliability.
KEVIN PROOPS (Solomon Associates LLC)
We examined worldwide FCC turnaround data from 2008 to 2010, collected in our 2010 Fuels Study. New study entrants without enough historical availability data were eliminated, leaving 162 turnarounds. We saw turnaround intervals from two to almost nine years, with a median of 4.5 years. Extending interval will increase duration, as shown in Figure 8. The best performers achieve fewer than seven annualized days down, regardless of interval. For these best performers, interval does not significantly impact the turnaround contribution to availability in our metrics. Feedstock impacts turnaround interval: RFCC units with feed above 3 wt % Conradson carbon are achieving two- to 5.5-year intervals.

HARVEY MCQUISTON (Technip Stone & Webster)
Technip Stone & Webster provided design for a major FCC revamp in a 33-day revamp turnaround. Large increases in gasoline yield obtained at the expense of slurry were seen after the modifications. After six and a half years, the cat cracker completed a very profitable run with minimal problems and was brought down for a regularly scheduled maintenance turnaround in which minor refractory repairs were performed. Upon completion of the maintenance turnaround the unit was once again producing the same yield structure seen after the unit revamp. Another very successful run is anticipated. Please refer to the paper AM-11-37 given at the 2011 Annual Meeting.
SCHOEPE (Phillips 66)
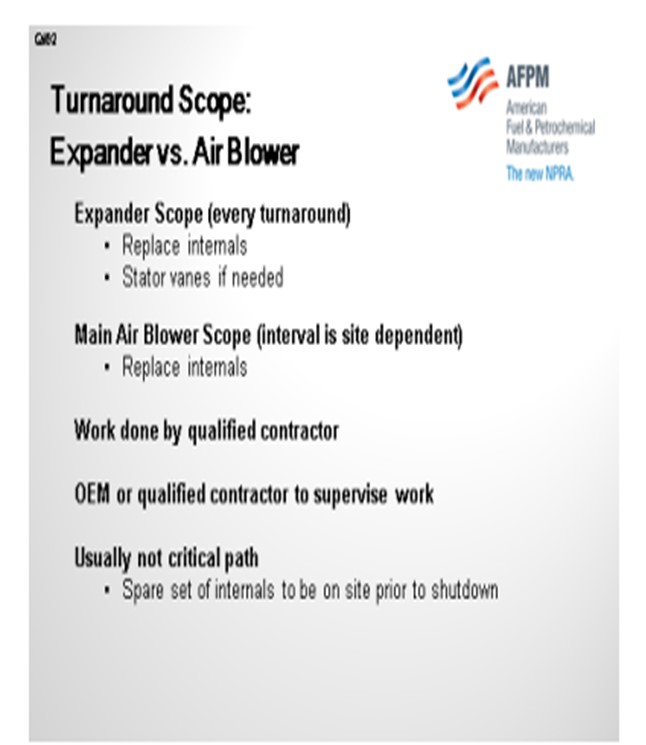
Most sites replace the internals of the expander during every turnaround. The stator veins are thoroughly inspected and replaced on as-needed basis.
In terms of the main air blower, it depends. Some sites replace all of the internals every turnaround, while other sites are managing to push the air blower overhaul to every two turnaround cycles.
Work is usually done by a qualified contractor or OEM (original equipment manufacturing) consultant. Usually, one of those people is onsite to supervise the overhaul work. It is critical to have a full set of spares onsite before you start your turnaround so that this type of work does not become critical path. Typically, critical path is set by the work that is being done in your catalyst section.
PIMENTEL (CITGO Petroleum Corporation)
I agree with Christian. In our experience, the air blower work is never on the critical path of the turnaround. In one of our refineries, we do complete overhauls every third cycle. By that time, we have already have lost our 10% efficiency in the air blower. This type of work is performed in a specialized shop outside of the refinery; and then again, it is hardly ever part of the critical path. In another refinery, we have multiple air blowers and interconnecting airlines between the FCCs, so the turnaround work is mostly limited to instrumentation, correction, changing vibration probes, testing trips, and cleaning the lube oil system. This work is performed by general turnaround contractors and, again, is not part of the critical path.
BROOKS (BP Refining)
Our response is similar to Sergio’s and Christian’s in that we have some units which overhaul this equipment every turnaround. Some pull the blower, send it out to fix everything, and replace the rotors. We have many other sites that only do it every other turnaround. We do not really have a lot that do it every third turnaround, but we do have quite a few that perform a full overhaul every other turnaround. On the off years when we are not doing a full overhaul, we will conduct similar types of inspections and basic repairs around the lube oil system. The bearing inspections, turbine and motor inspections, and testing of your safety system are essentially exactly what Sergio said. Basically, most of the work we do is driven by each site’s individual experience with their air blowers. So if their air blower has particularly poor reliability, they will tend to do more work on it. Others that have fairly reliable or redundant air blowers do not do a full overhaul every time. But for us, it rarely becomes critical path.
SCHOEPE (Phillips 66)
Expander Turnaround: All Phillips 66 units replace the internals during each turnaround. The stator vanes are being inspected and are replaced if needed.
Main Air Blower Turnaround: Depending on the reliability of the equipment, some sites service the main air blower every turnaround while others are able to service the blower every second turnaround. When serviced, the internals are replaced with spares.
If expander and main air blower are serviced, it is typical that one qualified contractor does this work. Supervision of this work is usually done by the original equipment manufacturer or a qualified third-party contractor.
To prevent this work form becoming critical path, a full set of equipment internals is usually available prior to shutdown. The critical path is usually set by the work scope in the catalyst section and not by rotating equipment maintenance.
PIMENTEL (CITGO Petroleum Corporation)
We do complete air blower overhauls every second or third turnaround, but we have found that significant capacity losses of 7% to 10%, depending on total years of operation in the blower run, occur by doing overhauls every third turnaround. This is true for an axial compressor on one FCC and a centrifugal compressor on another FCC. Work is performed in the shop of a specialized rotating equipment vendor. The presence of an expander on one of our FCCs does not alter the scope of work for the air blower.
In another refinery, we have multiple air blowers in every FCC; in addition, there is a combustion air header interconnecting all the units. Therefore, the turnaround scope for the air blowers is limited to small corrections such as changing vibration or temperature probes, cables, cleaning the lube oil system and testing trips and throttle valves. This type of job is done by the general turnaround contractors and is never part of the turnaround critical path.
BROOKS (BP Refining)
All our sites do some work on the main air blower during turnaround outages. The scope of work is slightly different per site. Some sites will do a full air blower overhaul on every turnaround because they have had significant reliability issues. Other sites focus on a list of basic repairs and inspections for each turnaround with full overhauls planned every other turnaround (typically eight- to 10-year cycles). This work scope typically includes:
• Lube oil system maintenance and flushing,
• Bearing inspections,
• Turbine and motor inspections, and
• Throttle valve trip and testing.
The scope of work on the main air blower at our sites is typically driven by each sites’ main reliability issues with the air blower. For us, this work rarely becomes critical path.
BROOKS (BP Refining)
I would like to address this question as two different parts, beginning with the flue gas expanders. BP has three flue gas expanders in its system. These expanders are all set up with slightly different configurations. We have one FCCU flue gas expander that is directly coupled to the main air blower. We have another that is coupled to a main air blower, but this site has onsite redundant air blowers. We also have one that is just connected into the electrical grid.
We have different expander trip setups and systems and corrective actions and alarms for each of these because they do not have the same configurations. All of these systems include typical rotating equipment trips around high expander and turbine speed, high expander compressor turbine displacement, low lube oil pressure, and typical anti-surge control; so, they are all usually included in anything we would have around an expander.
As I said, we have various configurations and setups for how the flue gas expander trips the FCC. One of our flue gas expanders goes directly to the electrical grid and actually just trips to a bypass; it does not trip off the FCC. Basically, any trips for that flue gas expander are just for equipment protection. Our expander that is directly coupled to the main air blower will trip the FCC offline. It is part of the safety interlock system (SIS); because if you lose that expander, you will lose your main air blower and need to shut down your FCC.
Our expander, which is built into the one that I mentioned with redundant air blowers, actually does not go into a safety interlock system. It goes into what we call a Critical Corrective Action System which starts taking corrective action to reduce flow rates to the unit without operator intervention, cutting back the FCC automatically. The unit can then run on the other available air blowers, but it does not actually trip it off.
The critical correction action system is part of our distributed control system (DCS). The operators can turn it off if they desire. My point is that you need to consider your trip system setups for tripping off the FCC with respect to the configuration of your expander. We also include typical rotating equipment alarms, as well as all of these high-bearing temperatures and high-winding temperatures, for example, as shown on the slide.

Again, we have multiple configurations for our CO boilers. Most of our units actually run in full-burn and do not have CO boilers. We do have one unit that runs in full-burn and also has a CO boiler. We run the FCCU flue gas through it to provide additional heat and steam generation, but it runs mostly on fuel gas firing.
With that unit, we have a bypass stack; and if the CO boiler needs to trip offline, then the FCCU flue gas flow will go directly to the bypass stack. Another configuration we have is a partial-burn CO boiler that is actually going to trip into a bypass. Then we tend to bring our unit under control and come out of the bypass and back to the CO boiler. We consider that our CO boilers should fall under fired-heater standard trip conditions.
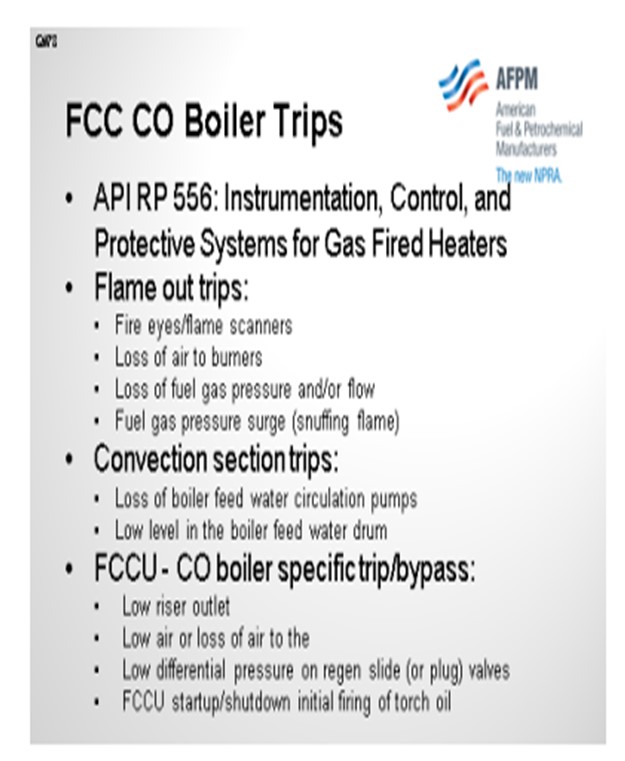
API RP 556 is a recommendation for protective systems around fired heaters. The main concern is typically going to be around flameout, so fire eyes/flame scanners usually have two-out-of-three voting systems for all of these: loss of air to the burners, loss of fuel gas pressure, and loss of fuel gas purged. Obviously, all of these are focused around preventing a fuel-rich environment in your CO boiler. With this, since it is a boiler, we also have typical convection section trips to help protect the convection section. So if you have boiler feed water going through circulation pumps, those pumps would actually trip. And then, since you have additional consideration from the flow of your flue gas through the CO boiler, you will also need to add extra controls to the CO boiler that would trip to a bypass around low FCC riser outlet temperatures, low air, or loss of air, which are typical conditions that trip off an FCC.
SCHOEPE (Phillips 66)
On the expander, we have very similar trips as those of BP. The expander also has an expander trip on high flue gas temperature, low lube oil pressure, high axial vibration, and overspeed. We are also, however, considering an axial position trip which will monitor the health of your thrust bearing. Also under consideration is a radial vibration trip.
The expander: Depending on the recovery train, the expander basically determines if your FCC shuts down or not. So if your air blower is directly connected to your expander and that is the only air blower, then the FCC SIS would also be activated. If you have a gen set or multiple air blowers, then the FCC would typically stay online.
CO boilers: Typically, a CO boiler trip only trips the burner; it will not trip the FCC unit. Even in resid units, they typically try to move as quickly as possible to complete combustion, and then they relight the CO boiler. The trips are listed on the slide.

LALL (UOP, A Honeywell Company)
The technical standard that UOP follows is the Functional Safety Instrumented Systems for the Process Industry Sector, which is ANSI/ISA-84.00.01-2004 [IEC 61511 Part 1 modified]. I have included the UOP strip inputs and shutdown matrix in the Answer Book
BROOKS (BP Refining)
One BP unit’s expander is directly coupled to their air blower, which also has a steam “helper” turbine. The expander and motor are referred to as the power recovery train (PRT). The PRT trips on this unit are tied into the safety interlock system with an SIL-2 (safety integrity level-2) rating which results in a unit shutdown due to loss of the main air blower powered by the PRT in typical operation. The unit has developed methods to run the main air blower with the PRT offline via the “helper” steam turbine and an auxiliary air line from other refinery air compressors. The trips in this system are typically normal rotating equipment protection trips and include the following:
• high expander and turbine speed (two-out-of-three vote),
• high expander, compressor, and turbine displacement (two-out-of-three vote),
• low lube oil pressure (two-out-of-three vote), and
• compressor anti-surge controls.
In addition to the trips just mentioned, alarms to prompt operator action are included for the following:
• high bearing temperatures,
• high motor winding temperatures,
• high expander inlet temperatures,
• high expander inlet pressures, and
• low rotor cooling steam.
Another BP unit is fortunate to have multiple air blowers for its FCC complex. One of these air blowers is powered by a flue gas expander. Due to the redundancy in the air delivery system, this unit does not employ a safety interlock system with automatic trips. Instead, its critical corrective action (CCA) system is a series of automatic unit moves designed to take the unit to minimum feed and air rates but not shut down the FCCU. These minimum rate target settings are based on the capacity of the remaining air blowers in the system. The CCA includes the inputs listed above.
Our final BP expander is not coupled to an air compressor; it supplies electricity directly to the refinery energy grid. Trips around this expander include those already mentioned and result in flue gas routing around the expander via large bypass lines in the flue gas system. Systems linked to electrical grids should include a bypass trip in the event that the expander decouples from the grid to prevent excessive expander over-speed damage.
Trips should also be in place to bypass or shut down the expander on FCCU shutdown and automatic trips to protect the equipment.
The majority of the BP FCCUs operate as full-burn units without CO boilers. We have two joint venture sites that operate in partial-burn with CO boilers and one resid FCCU with a two-stage regenerator equipped with a CO boiler on the first stage flue gas outlet. None of our CO boilers are fired with fuel oil.
We have one additional site that previously ran in partial-burn and has retained its CO boiler, which is used in refinery steam generation. In this capacity, the majority of the steam is generated by firing fuel gas burners. Additional steam generation is provided by the hot FCCU flue gas running through the boiler.
At BP, we consider a CO boiler to fall under the same safety requirements as a typical fired boiler. We have central required safety trips based on API RP 556 (Instrumentation, Control, and Protective Systems for Gas-Fired Heaters). API RP 556 does not cover CO boilers specifically, but it does include information on gas-fired heater protective systems in Section 3.4. BP specifies additional safety trip/bypass requirements for CO boilers.
For CO boilers and fired heaters, safety instrumented systems are implemented to mitigate possible hazardous explosions of fired heaters due to the accumulation of combustible material on burner flameout. Our CO boilers have fire eyes or flame scanners to detect flameout. These are included (typically based on two-out-of-three voting) in the trip/bypass instrumentation system. Fired heater burner (main and pilot) flameout can result from a number of situations, which are also included in our trip systems, such as:
• loss of air to burners,
• loss of fuel gas pressure and/or flow, and
• fuel gas pressure surge (snuffing flame).
These are boilers that generate steam in the convection section of the furnace, which has additional trips. These trips protect the convection section of the boiler from overheating and include loss of boiler feed water circulation pumps and low level in the boiler feed water drum.
Additional considerations are necessary for CO boilers as another source of combustible material is present. BP considers a CO boiler trip or bypass as necessary any time highly combustible material could be present in the flue gas. Thus, in addition to the trips for fired heaters, our CO boilers also trip, and are routed to a bypass stack, on
• low riser outlet temperature (which can lead to oil-soaked catalyst in the regenerator due to lack of feed vaporization),
• low air or loss of air to the regenerator (that can lead to a flow reversal of oil into the regenerator),
• low differential pressure on regenerated catalyst slide (or plug) valves (which can lead to a flow reversal of oil into the regenerator) [This trip does not apply to R2R regenerator designs with separate flue gas systems as a reversal would send oil to the second stage of the regenerator], and
• during any phases of FCCU start-up and shutdown that involve initial firing of torch oil (which may be unstable) to the regenerator and/or feed introduction to the riser.
Our CO boilers trip by opening valves to divert flow to a bypass stack until the upset can be resolved and brought back into control.
SCHOEPE (Phillips 66)
Expanders: Experience Layout: If an expander trip initiates the FCC oil out logic, depends on the configuration of the expander power train. Expander trains that connect the expander directly to a single main air blower can initiate a FCC trip if the expander trips. If the expander is used to generate electricity only, or if multiple air blowers are available, an expander trip does not trip the FCC oil out logic. The flue gas expanders in the Phillips 66 system trip on high flue gas temperature, low lube oil pressure, high axial vibrations, and over-speed.
Trips on axial position and radial vibration are currently under consideration. Some of these trips were developed based on guidelines from API 617 (Axial and Centrifugal Compressors and Expander-compressors for Petroleum, Chemical and Gas Industry Services).
CO boilers: CO boiler trip does typically not initiate the FCC SIS oil out logic. In case of a CO boiler trip, the FCC is typically moved from partial-burn to complete combustion as quickly as possible to remove CO from the flue gas in preparation for relighting the boiler. Moving a Resid FCC into complete combustion makes it necessary to reduce the feed to minimum. Since this operation may take several hours, some units choose to pulled feed for a short period of time to relight the CO boiler.
The burner(s) in the CO boiler will trip at the following conditions: high burner pressure, low fuel gas pressure, high combustor temperature, flame failure, low airflow, low steam drum level, and low circulating water flow.
LALL (UOP, A Honeywell Company)
The technical standard which sets out practices in the engineering of safety instrumented systems that UOP follows is ANSI/ISA-84.00.01-2004 (IEC-61511-1: Mod) – Functional Safety: Safety Instrumented Systems for the Process Industry Sector.


SCHOEPE (Phillips 66)
Processing Hydrotreated Feed: First of all, let’s define what ‘severely’ hydrotreated feed means. One unit in our system hydrotreats the feed down to 50 ppm sulfur and 50 ppm nitrogen, so you can see that processing that type of feedstock has tremendous yield benefits. You can expect conversions of 90% and higher. In some cases, you can recycle this slurry to extinction. However, there were a lot of issues. Some were anticipated, and some were not.
Operational Issues: The most obvious issue everyone expected was the regenerator temperature. Because of the low amount of coke precursors in the feed, it is very hard to keep your regenerator temperature high enough for efficient coke combustion. Our units have tried several options. In the extreme cases, we have used torch oil. One unit used the direct-fired air heater for some period of time. Sometimes stripping steam was reduced in order to increase regenerator temperature. Of course, slurry recycle is used first. All of these steps were done to increase the regenerator temperature. If you start processing hydrotreated feed, the gas make will increase. Your wet gas compressor and absorber train have to be designed for that change.
Reliability Issues: Two units experienced alkaline carbonate stress corrosion cracking after they switched feed. As a result, Phillips 66 developed an ROL that monitors the ratio of sulfur to nitrogen in FCC feed. I put that ratio in the Answer Book also. Additionally, the slurry system has to be designed for a higher catalyst concentration and lower flow. If you have a unit that is accustomed to much higher slurry yields, then the ash content can easily double. During my tech service times, I had a unit that ran in distillate mode and then switched to 100% hydrocracker bottoms. Their slurry pumps that used to last for years now eroded within a matter of months. So, the slurry system has to be reevaluated.
The catalyst losses on the reactor are basically the same. But because your slurry yield is so much lower, the ash content in slurry is increasing.
Another issue is the reliability of the flue gas system. If you do recycle slurry to extinction, the only way for the catalyst to get out of the system is through the flue gas section. Therefore, all of that equipment has to be designed to handle the additional dust load.
Environmental Concerns: On the environmental side, we actually ran into unanticipated issues. I already spoke about increased particulate emissions. Stack opacity can also increase because the SO2 almost disappears. The reason is that the SO2 decreases the resistivity of the catalyst particles; therefore, it is more difficult for the particle to accept a charge if SO2 is missing. On at least one unit, after switching to hydrotreated feed, we had to install an ammonia injection system to compensate for that effect.

CO Combustion: This slide was presented by Bill Hennings in a previous NPRA meeting. It shows the relationship between CO and NOx (nitrogen oxide) of one unit after the switch to hydrotreated feed. All of a sudden, their CO emissions went way up 3,000 ppm while their CO limit was 500 ppm. It did not matter how much excess O2 was used. They operated with 3% to 6% excess oxygen, and it was still not possible to reduce the CO.
When the production plan called for processing a little heavier feed, which included more contamination, they noticed that as the NOx came up, the CO decreased. Once they discovered that relationship, they tried to purposely increase the NOx in flue gas in order to stay below 500 ppm. They settled for an ammonia injection system at the main air blower outlet. Another unit which processes the same kind of feed did not have this strange behavior. We, therefore, think that the aforementioned can be related to inadequate air distribution.

WILLIAMS (KBR)
My colleague has already highlighted the impacts on the unit’s heat balance. As far as yield shifts go, with more improved crackable feedstock and a higher cat/oil ratio, one should expect an increase in conversion, which ultimately should yield a higher gasoline and LPG yield for the unit with corresponding reductions in light cycle oil, slurry, and coke at a cost of reactor outlet temperature. The LCO and slurry yields will crack into the gasoline/LPG range. The impact of coke yield will result from the improved feed quality, higher hydrogen content in the feed, reductions in metals content, and Conradson carbon residue content. One should also expect to the see the gasoline octane decline to some extent because the aromatic content in the naphtha is reduced as the aromatic content in the feed stream is saturated.
Operational problems for a full combustion regenerator include lower temperature operations which will impair the regenerator performance and can lead to poor combustion kinetics. These lower temperatures often result in higher afterburn conditions and higher carbon on regenerated catalyst. From a hydraulics standpoint, elevated catalyst circulation will be observed, resulting in lower catalyst slide valve differential pressures and elevated stripper flux rates.

As far as potential process solutions, the most favorable option is to increase catalyst activity. This can be done in multiple ways, such as increasing the catalyst makeup rate, changing the catalyst ingredient itself to increase the catalyst surface area, or even adjusting the rare earth content to help stabilize the unit. Another option is to increase the unit feed rate, but you should be mindful of the downstream processing units to ensure that they can handle the increased capacity to the unit.
If you do have a feed furnace, increasing the feed preheat temperature can generate some flexibility for the unit itself. In this case, a typical rule of thumb is to increase the preheat temperature by 15°F to 20°F. This change would typically generate about a 1°F increase in regenerator temperature. Another option is to recycle slurry oil to the riser itself. Before you do this, we recommend that you communicate with your feed nozzle licenser to ensure that the maximum solutes concentration to those feed nozzles is not violated.
If the FCC was formally processing resid to the unit and you have cat coolers, then you have the flexibility of turning them down to reduce the duty in order to regain the regenerated temperature itself. Because of the potential catalyst deactivation, KBR does not recommend long-term conventional torch oil operations or decreasing the stripping steam rate in order to restore the regenerator bed temperature.

LALL (UOP, A Honeywell Company)
Technology offered by UOP for delta coke-challenged operations is RxCat™, which decouples the traditional heat balance by recycling a slipstream of spent catalyst back to the reactor riser and permits variable amounts of recycled spent catalyst to achieve the minimum regenerator operating temperature. RxCat has been utilized in UOP’s new unit designs and revamp applications for low delta coke operations.
AVERY (Albemarle Corporation)
Most of my answers have already been covered by the previous panelist. I do want to say that when you have a lower delta coke on the catalyst side, you need to increase your activity. In other words, if you increase rare earth, then you should increase delta coke and hydrogen transfer.
We are fortunate to be a leader in hydrotreating and FCC catalysts. On the slide is an example showing a time when we used hydrotreating severity to make a higher activity FCC pretreater (hydrotreating) catalyst and changed the operating conditions on the hydrotreater. This slide shows an example of how when we increased hydrotreater severity, the gravity went from 25 to 27 and the sulfur went from 0.5 to 0.1. There are also other various effects to the feed. You can also see that we kept the catalyst effects the same except for the metals on the equilibrium catalyst, which is going to go down due to the higher severity hydrotreating.

The next slide shows you some typical yields. We have five different cases. The first column shows the base case where the regenerator temperature is 1276ºF with a conversion of 77ºC. By going to this more severely hydrotreated feed, the lower delta coke represented in the region goes down to 1233ºF and the cat/oil ratio goes from 6.1 LV% (liquid volume percent) to 7.2 LV%. You can also see an increase in the gasoline yield.
What happens when you go to these higher severity feeds is that you will hit some other kind of constraint. In the second column, you see that you are not hitting any constraint. One of the most common constraints for FCC units is catalyst circulation rate, which is the first added category. Wet gas compressor constraint is also common, as is minimum regenerator temperature. So in this case, we used the kinetic model to put in the constraints for catalyst circulation rate, wet gas compressor, or regenerator temperature. So based on the location of your constraint, your economics – which are represented on the very top on the gross margins – can vary quite a bit.

JACK OLESEN (Praxair, Inc.)
I believe that this topic was covered at the 2012 AFPM CAT conference. There was some discussion about torch oil and cutting back on stripping steam. Betsy Mettee answers this question well in the Answer Book. At Praxair, we have experience with refiners who have decided to cut back on their air blower rate, add oxygen to minimize the amount of nitrogen going through the regenerator, and reduce cooling due to that nitrogen in the air.
KEVIN PROOPS (Solomon Associates)
Christian, regarding your severe operation, am I correct in understanding that the main reason you were operating that severely is because the light cycle oil product has to make diesel ULSD (ultra-low sulfur diesel) specs?
SCHOEPE (Phillips 66)
Yes, that is true.
KEVIN PROOPS (Solomon Associates)
Thank you. I also want to point out that if you have an LCO sulfur constraint, there are hydrotreating technologies that allow you to make diesel sulfur without having to go quite so severe on cat feed sulfur. While Rik Miller was at Unocal, he wrote an excellent paper describing the situation when you severely hydrotreat feed and can actually end up making coke out of hydrogen you pumped in. So that may not be an optimum case.
On the plus side, our data shows that units which are severely hydrotreated (0.1 wt% sulfur or better) tend to see forgiveness of the hardware that is not optimal. For example, in units with sloped risers or units with feed nozzles that are not state-of-the-art, because you tend to run hotter feed, some of these hardware deficiencies are masked. The hydrotreated feeds tend to look better, across the board, just because these hardware issues become less relevant.
SCHOEPE (Phillips 66)
Processing severely hydrotreated feed (sulfur less than 50 ppm, nitrogen less than 50 ppm) in the FCC has significant yield benefits. The FCC conversion can be increased to over 90% and in some cases slurry can be recycled to extinction. Such a change in feedstock, however, can cause operational, reliability and environmental issues.
Operational Issues:
Due to the very low amount of coke precursors in hydrotreated feed, the regenerator temperature can decrease to such a degree, that coke is not burned efficiently off the catalyst in the regenerator. The low regenerator temperature will also increase the catalyst circulation rate which decreases the regenerator catalyst residence time and which further contributes to poor catalyst regeneration.
To increase coke yield in order to increase the regenerator temperature, the catalyst had to be reformulated for higher delta coke. Our FCC units have recycled slurry, used the start-up air heaters on occasion and/or torch oil or reduced stripping steam to keep the regenerator temperature high enough for adequate catalyst regeneration.
Processing hydrotreated feed increase the unit conversion, but it also increases the gas make from the FCC. The wet gas compressor and the absorber system have to be designed to process the increased gas load.
Reliability Issues:
Carbonate Stress Corrosion Cracking (ACSCC): Some sites have experienced significant amounts of Alkaline Carbonate Stress Corrosion Cracking (ACSCC) after switching to hydrotreated feed. This type of cracking can occur in piping and vessels in areas with residual stress. In most cases, the feed nitrogen to feed sulfur ratio is greater than 100 [N ppm / (wt% S *100)], the PH in the main fractionator and high pressure receiver water boot is above 8.5 pH and if the carbonate (CO3=) concentration is larger than 400 ppm. As a result of this type of cracking, new stress relieving guidelines were developed and the feed sulfur to feed nitrogen ratio is monitored on all Phillips 66 units as part of the Reliability Operating Limits (ROL).
Slurry System Reliability: Units designed for much larger slurry yield can see the catalyst content (ash content) in the slurry increase after switching to hydrotreated feed. The catalyst content in slurry increases because the reactor side catalyst losses remain constant while the slurry yield is much lower. The equipment in the slurry circuit has to be designed to handle the higher catalyst in slurry content.
Flue gas section reliability: If slurry is recycled to extinction, all catalyst fines leave the FCC through the regenerator with the flue gas. The catalyst fines collection system in the flue gas section has to be designed for the increased dust load.
Environmental Issues:
Particulate Emission: Units with electrostatic precipitators (ESP) can see an increase in stack opacity and particulate emissions as the SO2 content in flue gas decreases. The lack of SO2 in flue gas makes it more difficult to charge a catalyst particle. Some units have compensated for this effect by installing ammonia injection at the inlet of the ESP.
CO combustion: If the nitrogen in feed is reduced to such a degree that little or no NOX is made, the CO content in flue gas might increase. The data below shows the relationship between NOX and CO content in flue gas from one Phillips 66 unit. This data was previously published by Bill Henning during the August NPRA meeting in 2008. In order to keep the flue gas CO emission below 500 ppm, this particular FCC now injects ammonia into the air blower discharge in order to generate some NOX. Another unit that was processing the same feedstock did not have these CO emission issues. It is believed that better catalyst/air distribution might explain the different response to this feedstock change.

AVERY (Albemarle Corporation)
More and more refiners are hydrotreating (HT), or more severely hydrotreating, their FCC feed to meet fuel sulfur specifications. Hydrotreating the feed yields higher conversion, improved gasoline selectivity, lower octane, and lower delta coke.
Due to the lower delta coke, catalyst circulation rate limits can be reached. When this occurs, the refiner will need to increase the delta coke through higher catalyst activity, increase rare earth (delta coke increase), increase reactor pressure, increase slurry recycle, reduce stripping steam, or utilize torch oil. Reducing stripping steam and, in particular, using torch oil, should be avoided if possible. These methods introduce high hydrogen content combustibles that lead to localized exotherms. These effects will be covered on Question 81 in the Operations section.
Albemarle is a leading supplier in FCC and hydrotreating catalysts. These combined strengths give us the experience and opportunities to demonstrate the effects of changing FCC feed through increased hydrotreating severity. To demonstrate the effects, we have run a test case where the HT severity was increased by changing to a more active FCC pretreat catalyst and operating at higher temperatures over a shorter run length.
WILLIAMS (KBR)
Severe hydrotreating FCC feed [VGO (vacuum gas oil) feed with high Watson K-factor and low Conradson carbon content] will largely affect the FCCU heat balance by lowering delta coke, thus reducing regenerator temperature while increasing the catalyst to oil ratio for a constant Reactor Temperature.
As far as yield shifts go, a more crackable feedstock and higher cat-to-oil ratio will result in higher unit conversion with increases in gasoline and LPG and corresponding reductions in dry gas, LCO, slurry, and coke. Gasoline octane will be lower due to the reduction of aromatic content in the naphtha as more aromatic compounds in the feedstock are saturated. LCO and slurry yield will decrease as more will crack into gasoline and LPG range materials. The impact on coke yield is a result of better feed quality: higher hydrogen content, lower nitrogen, metals, Conradson carbon, etc.
Excessive high cat-to-oil ratios can create unit issues as catalyst circulations are increased at lower regenerator temperatures. For full combustion regenerators, low temperature operations will impair the regenerator performance which can lead to poorer combustion kinetics often resulting in higher afterburn, higher catalyst circulation and higher carbon on regenerated catalyst. One should determine whether adequate stripper residence time and catalyst slide valve differential pressure can be maintained at the increased catalyst circulation rates.
To address these issues, refiners have incorporated several options to increase regenerator temperatures while processing hydrotreated FCC feed. Often the best approach to addressing the low delta coke issue is to increase the catalyst activity. Several options to increasing catalyst activity include increasing catalyst surface area, rare earth content or catalyst addition rate. As e-catalyst activity increases, the amount of coke generated per pass through the riser increases and therefore increases regenerator bed temperature.
Another option is to recycle slurry oil to the riser. Most refiners elect to inject slurry recycle with the feed to the riser while others elect to inject the slurry in a separate nozzle. One should be mindful of the process issues when considering injecting slurry and feed the same nozzles. For long-term reliable operations, feed nozzles are design for a maximum solids handling. Proper feed nozzle design is essential for robust operations when processing streams with high solids content. In addition, on rare occasions, injecting slurry within the same nozzle can allows asphaltenes to drop out of solution and potentially plug the nozzle. KBR designs for injection the slurry mixed with the fresh feedstock. Finally, slurry recycle often increases dry gas make, so one should evaluate downstream systems to ensure the increase capacity can be handled. Increasing unit feed rates and/or feed preheat temperature are other options, if the unit has the flexibility.
Increasing the unit feed rate is favorable option if downstream processes can handle increase capacity. As far as feed temperatures, one should expect about a 1ºF increase in regenerator bed temperature for every 15ºF to 20ºF increase in feed temperature to the riser.
FCC units processing residue and equipped with catalyst coolers will be able to maintain regenerator temperature by adjusting catalyst cooling. Because of the potential catalyst deactivation, KBR does not recommend long-term torch oil usage using traditional torch oil nozzles or decreasing stripping steam rates to increase regenerator temperatures.
LALL (UOP, A Honeywell Company)
Hydrotreating of the FCC feeds has become more popular and widespread as refiners choose to remove more of the sulfur-containing contaminants in the feed to avoid post treating of the FCC products. Severe hydrotreating of the FCC feed promotes hydrogen saturation of the feed molecules, as well as removal of much of the sulfur, nitrogen and metal contaminants. FCC feed crackability is improved, yielding increased liquid volume conversions (approaching 90%) of valuable transportation fuels (gasoline and lighter) and reduced dry gas yields. One of the main challenges in processing severely hydrotreated feeds is the resulting low delta coke operation and low regenerator temperatures. We have observed regenerator temperatures dropping to 1220°F (660°C) and lower the regenerator can become limiting in achieving satisfactory coke combustion kinetics to the extent excessive afterburning leads to regenerator internals’ temperature reaching design limits. Maintaining the unit within “acceptable” heat balance range therefore becomes a major consideration. A number of operational adjustments can be undertaken to offset low regenerator temperatures including increased reactor temperature, increased unit catalyst activity, suboptimum stripping steam rates, and recycle of heavy cycle oil and/or slurry streams. Considerations to increasing the cutpoint/endpoint of the FCC feed should also be given as should elimination of 650°F- boiling range material (light gas oil) in the feed.
Some refiners have resorted to using continuous firing of the air heater or torch oil. Further options include a fired feed heater. The economics of fired feed heater versus continuous operation of the air heater should be evaluated on a case-by-case basis. An alternative technology offered by UOP is its RxCat™ technology, which decouples the traditional heat balance by recycling a slip stream of spent catalyst back to the reactor riser and permits variable fraction of spent catalyst recycle to achieve the desired minimum regenerator operating temperature. UOP utilizes RxCat™ technology in its new unit designs and revamp applications for low delta coke operations.
A risk of carbonate stress corrosion cracking (CSCC) exists in certain areas of FCC units running heavily hydrotreated feeds having sulfur levels below 1,000 wppm (weight parts per million) or 0.1 wt% (weight percent). This leads to more basic sour water in the 9 pH to 10 pH range due to a higher ratio of feed nitrogen-to-sulfur than exhibited by non-hydrotreated or less severe or mild hydrotreated feeds. UOP specifies “special” post-weld heat treatment (PWHT) requirement for units with feed sulfur ≤ 0.1 wt%. Application of “special” PWHT includes all of the wet gas compressor system in hydrocarbon sour water services (piping and equipment) from the top half of the main column through the absorbers and stripper in the gas concentration unit.
ROSANN SCHILLER (Grace Catalysts Technologies)
Severe hydrotreating of the FCC feed offers a mix of benefits and challenges for the typical FCC operator. Benefits can include dramatically lower sulfur content in products, lower flue gas SOx (sulfur oxide) or NOx, and improved yields; however, the price for these benefits is often a dramatically lower coking tendency of the feedstock. Many units which operate with severely hydrotreated feed struggle to make enough coke to maintain heat balance within unit circulation constraints. In addition, one may see slurry yield decrease to minimum acceptable levels, increased bottoms circuit fouling due to the lower volumes, heat removal limits in the gas concentration units due to higher volumes of light and wet gases, and lower overall product olefinicities. To counteract that challenge, several operating changes are possible.
These include:
• Use of Higher Activity FCC Catalyst: For units which will run severely hydrotreated feed for long periods of time, reformulation to a higher activity FCC catalyst is often the most cost-effective means of increasing the e-cat activity and bringing the unit into heat balance.
• HCO (heavy cycle oil) Recycle: HCO can be recycled to the reactor to aid in additional coking and to reduce the heat requirement on the reactor side. This strategy causes an economic penalty when the unit is operating at maximum fresh feed rates, as fresh feed will need to be backed out.
• Use of Regenerator Torch Oil: Torch oil is often used in the regenerator to add additional heat. However, the severe hydrothermal environment, coupled with the high velocities near the injection point(s) creates a very challenging environment for FCC catalyst particle integrity. In addition, many refineries use LCO material as torch oil, which is a substantial hidden cost.
• Use of Fired Air Heater: Some units will activate the fired air heater to reduce the heat requirement in the regenerator. In some cases, this air heater does not offer a great deal of flexibility in its duty, so its use can “swing” the unit from very low regenerator temperatures to much higher regenerator temperatures.
• Reduction in Stripping Steam: Some refiners elect to reduce stripping steam, sending some unstripped hydrocarbon with the catalyst into the regenerator. While this is a viable source of heat on the regenerator side, it results in a net loss of total liquid volume, and unit profitability can suffer. Additionally, the hydrogen-rich unstripped hydrocarbons burn rapidly creating local hot spots which can deactivate the catalyst.
• Higher FCC Catalyst Addition Rates: For units that process severely hydrotreated feeds intermittently, catalyst reformulation may not be practical. However, a short-term increase to the FCC catalyst addition rate can increase the equilibrium activity and bring regenerator temperatures up, which will allow the unit to maintain heat balance.
Each of these methods should be evaluated for both its feasibility in a given refinery and for its economic impact to the plant. It is often the case that higher catalyst addition rates, or a high activity catalyst reformulation, are the most economically favorable option.
MARK ANDERSON (ThioSolv, LLC)
One change to expect is that the production of ammonia to the sour water will increase substantially. Each ton of ammonia in the sour water increases the load on the Claus by four times it weights in H2S. Claus capacity is not measured by the rate of sulfur captured; the equipment is sized for the gas flow, not the sulfur rate, and H2S in sour water produces as much tail gas flow as about three times as much H2S alone. To deal with the added load on SRU, consider diverting the sour water stripper gas to a SWAATS (sour water ammonia to ammonium thiosulfate) process to convert it to ammonium thiosulfate fertilizer, freeing up Claus capacity for the incremental H2S produced from the VGO hydrotreate.
