
Question 93: How do you manage regenerator cyclone life to ensure that you reach target turnaround intervals? Do you consider superficial velocity, inlet velocity, inlet loading, outlet velocity, etc.?
WILLIAMS (KBR)
At KBR, we specify design parameters that will allow the operator to achieve extended regenerator cyclone life for several turnaround intervals. Based on our experience, it was shown that most cyclone problems are attributed to operating above the maximum recommended velocities. KBR recommends that Operations maintain a cyclone inlet velocity below 70 fps and 80 fps for the first- and second-stage cyclones respectively.
In theory, operating at these higher velocities can lead to an increase in cyclone efficiency. However, if the velocities are above the recommended values for extended periods, the unit can experience higher catalyst attrition rates and reduction in cyclone performance.
These higher velocities tend to be the primary cause for excessive wear near the base of the cone and the dipleg entrance area. Wear in this region often leads to holes and/or gases penetrating through the refractory lining and the cyclone wall itself.
A quick fix is external metal patches – or ‘boxes’, as some people call them – or an increase of refractory thickness within this area which can allow the operator to extend the life of the cyclone set if he desires to operate beyond the recommended cyclone velocity for an extended period.
Another important design factor for the regenerator cyclones is the reliability of the support system itself. Failure to design the cyclones for minimizing thermal expansion stresses will also cause problems. Regenerator cyclones are directly coupled together with independent support systems. At elevated operating temperatures and higher thermal expansions of stainless-steel material, the regenerator cyclone supports are very critical. Therefore, it is important that the optimum length of the first stage and second-stage cyclone supports are established during the design phase.
And finally, to enhance the cyclone reliability, both cyclone sets should be fabricated with 304H stainless steel and internally refractory-lined with erosion-resistant refractory.

SCHOEPE (Phillips 66)
We have very similar velocity guidelines that are managed as part of our reliability operating limits. In addition, we do a monthly ‘cyclone life calculation’. There is a lot of grays on this, but it can be a useful tool to estimate the life of a cyclone that can drive changes in the refinery.
Cyclone life is a function of regenerator superficial velocity in a bubbling bed regenerator: The higher your superficial velocity, the more catalyst you will carry up to the cyclones and the faster the catalyst is going to accelerate into the cyclone and out of the cyclones, thereby increasing your erosion potential. This very simple model sums up daily averages to some exponent. The typical range for this exponent is between three and five. You use three if you have very well-built cyclones, a long cyclone L/D (length/diameter) of five, and so on. If you have old, short cyclones, you tend to use the higher number.
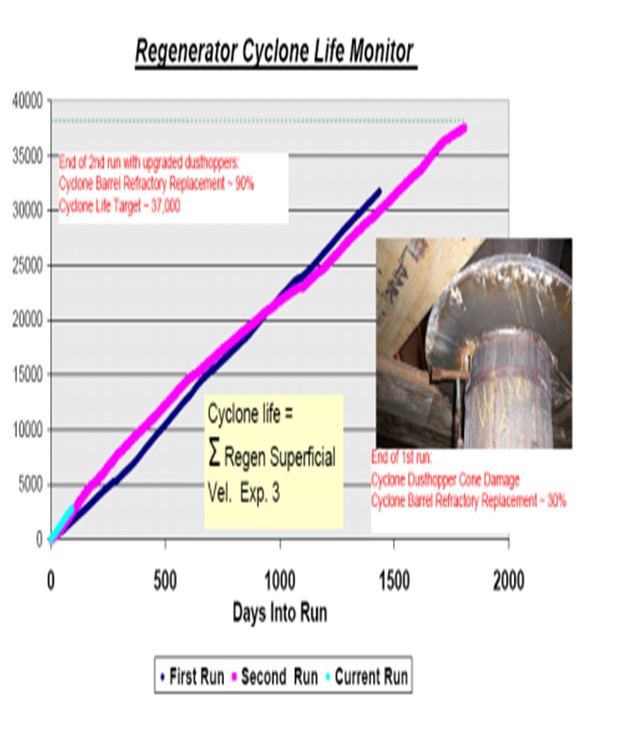
Theoretically, in an ideal world, if you had data from two runs such that when each run was ended due to cyclone failure and there were no cyclone upgrades, you could actually calibrate this exponent. But because that data is typically not available, I put together an example on the next slide which describes how we have used this model in our refinery. This unit started up in 2003. The blue line shows the sum of the daily average superficial velocity taken to the third power. At the end of that run, we saw high velocity damage: exactly the type of damage Jesse just described. If you have high gas tube outlet velocity, then the vortex extending downwards from the gas outlet tube grinds out a dust bowl. In the picture, you can see the damage on the dustbowl section. During this turnaround, we then upgraded the cyclones by installing new dust bowls that were longer and which had thicker refractory on the inside. All cyclone vendors now offer that as an option.
After the end of the first run, the unit capacity was increased by 15%. The slope of the cyclone life calculation line was much steeper. We changed the unit operation by increasing pressure, thus reducing the regenerator superficial velocity and enabling us to complete a five-year run.
You are very unlikely to reduce feed rate because of this kind of data. At the end of the second run, we had to replace 90% of the refractory. That data point is now our “end of cyclone life”. The light blue line shows our current operations.

DR. PAUL DIDDAMS (Johnson Matthey Intercat)
Is anyone using oxygen enrichment as a way of reducing superficial velocity in the regenerator to extend cyclone life?
JACK OLESEN (Praxair, Inc.)
Yes, this has been practiced in several FCC units with which I am familiar.
BROOKS (BP Refining)
I will talk more about this later, although not very much more in-depth. We actually have quite a few FCCUs with oxygen enrichment; and as I said, those sites do use oxygen enrichment to maintain a superficial velocity. We use calculations similar to what Phillips 66 uses, and we track those calculations to target our cyclone life to be in line with our inspection data. We use oxygen enrichment specifically to keep our superficial velocity down.
WILLIAMS (KBR)
At KBR, we specify design parameters that will allow the operator to achieve extended regenerator cyclone life for several turnaround intervals. Our experience has shown that most cyclone problems are attributed to operating above the maximum recommended velocity. KBR recommends that operations maintain a cyclone inlet velocity below 70 fps and 80 fps for the first- and second-stage cyclones respectively.
In theory, operating at higher velocities can lead to increase cyclone efficiencies. However, if velocities are increased above the recommended values for extended periods, the unit can experience higher catalyst attritions rates and a reduction in cyclone performance. In addition, higher velocities tend to be the primary cause for excessive wear near the base of the cone and dipleg entrance area. Wear in this region often leads to holes and gases penetrating through the refractory lining and cyclone wall. External metal patches (boxes) or increased refractory thickness within this area can allow the operator to extend the life of the cyclone set if it is desired to operate beyond the recommended cyclone velocity.
Another important design factor for regenerator cyclone's reliability is the support system. Failure to design the cyclones to minimize thermal expansion stresses will cause problems. Regenerator cyclones are directly coupled together with independent support systems. At elevated operating temperatures and higher thermal expansion of stainless-steel material, the regenerator cyclone supports are very critical. Therefore, it important that the optimum length of the first-stage cyclone supports, and the second-stage cyclone supports are established during the design phase. Finally, to enhance cyclone reliability both cyclones' sets should be fabricated with 304H stainless steel and internally refractory lined with erosion resistant refractory.
SCHOEPE (Phillips 66)
Cyclone inlet and outlet velocity and regenerator superficial velocity limits are managed as part of the Reliability Operating Limits (ROL) monitoring program. Typical values are as follows:
Regenerator:
Maximum first-stage cyclone inlet velocity:
~70 fps Maximum first-stage outlet velocity:
~75 fps Maximum second-stage inlet velocity:
~85 fps Maximum second-stage outlet velocity:
~140 fps Maximum regenerator superficial velocity (bubbling bed regenerator): ~3.4 fps
Reactor:
Maximum first-stage cyclone inlet velocity:
~70 fps Maximum first-stage outlet velocity:
~75 fps Maximum second-stage inlet velocity:
~85 fps Maximum second-stage outlet velocity: ~110 fps
These limits are, however, adjusted to individual units based on inspection history.
For second-stage regenerator cyclones, a cyclone life calculation is often done. This simple mathematical model applies to negative pressure cyclones and needs to be calibrated using historic inspection data. Since cyclone life is proportional to gas velocity and catalyst loading, regenerator superficial velocity is used to calculate a “cyclone life number”. As the regenerator superficial velocity increases, the gas and catalyst load into the cyclones increases and vice versa.
For a rigorous calibration of the exponent, data from at least two runs that ended in cyclone failure has to be available. The cyclone repair at the end of these runs cannot include cyclone upgrades. Often, there is not enough data available for such a detailed calibration. The example below shows how a value for cyclone life can be established.
Example: The newest Phillips 66 FCC unit started up in 2003. After the first run in 2007, high velocity cyclone damage was discovered on the second-stage regenerator cyclones. All cyclones had thinning and holes on the dust hopper cone outlet. In addition to this damage, about 30% of the refractory in the cyclone barrels had to be replaced. The damaged dust hoppers were replaced with longer dust hoppers with thicker refractory. Five years later at the end of the second run, about 90% of the refractory in one of the six second-stage cyclones barrel/main cone area had to be replaced. The new dustbowl design did not show any sign of catalyst erosion after five years of operation. Given the level of damage in this cyclone, the “cyclone life number” for this unit is about 37,000 using an exponent of three.
BROOKS (BP Refining)
BP uses cumulative velocity calculations for estimating our cyclone life also. Our calculations are similar to those described by Phillips 66 and are correlated to historical inspections on each unit. Some of our units that track this calculation will use oxygen enrichment if available to maintain operations within the superficial velocity targets based on this calculation.
Year
2012
Process
Question 94: What is your experience using specially designed automated isolation valves on the reactor overhead line for your de-blinding operation during the start-up of the FCCU? Will they dependably provide positive isolation after being in operation? How did you justify the installation cost (e.g., safety and economics)?
SCHOEPE (Phillips 66)
We have quite a few units that use valves in the vapor line and others with just simple blocked valves in that service. Two more units now have a newer style: a double disc valve which relies, in part, on a steam purge to provide positive isolation. Because that valve was very successful, two more valves are going to be installed soon.
In terms of reliability, the blocked valves need to be replaced every single turnaround. They are coked-up after start-up and cannot be used again during the run. We have had good reliability with the newer type of valve. Some of those valves are now being refurbished after two runs.
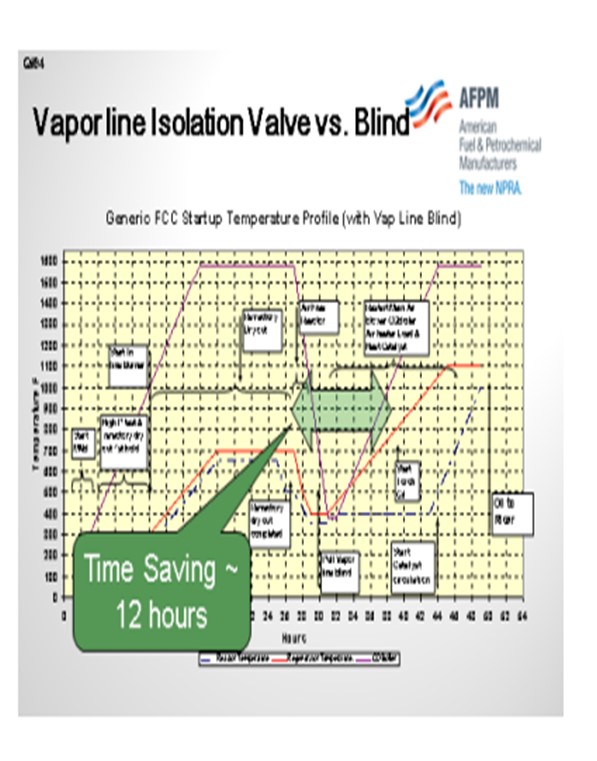
Justifying the benefit of such a valve: You can save anywhere from 12- and 24-hours during start-up. After this slide, I have two more slides that drive home this point. Another advantage is that because the FCC gas plant is often used as a garbage dump for the rest of the refinery, if you do have an outage, you can actually isolate your catalyst section from the main fractionator and keep the recovery section online while doing repairs in your catalyst section. If your site had issues with safety while removing the vapor line blind, such a valve is easily justified. If safety is not deemed justifiable for undertaking this project, then it may be challenging to find another justification. The newer style, the double block and purge valve, is not considered a man-safe device because it relies on a steam purge for positive isolation. All of these newer valves are now being sold with a blank upstream of the valve, which you can then install to make the isolation man safe.
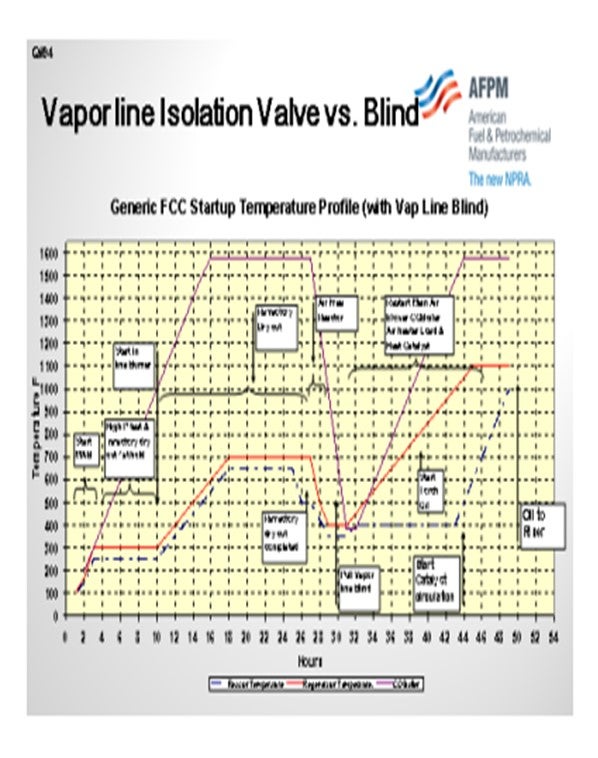
Going back to the justification: A good way to explain the benefit of this valve is to show an FCCU heat-up curve after turnaround. The red line represents regenerator temperature. The blue line is your reactor temperature, and the magenta line is your CO boiler temperature, if you have one. You start your air blower and then go into your first hold for refractory dryout. At some point, you will start your inline air heater; then, you will increase temperature to your next hold point. The heat-up reactor is lagging the regenerator by about 100ºF. First, the reactor and regenerator are being dried out with air. After the second hold period, the refractory dryout is finished.
In preparation to pull your vapor line blind, the reactor is air-freed, which takes about an hour or so. During that time, other equipment needs to be shut down. The CO boiler is usually shut down, in addition to the inline burner and main air blower. After that, the vapor line blind is pulled. With the vapor line blind taken out, the CO boiler, main air blower, and inline burner are restarted.
The next slide shows the time savings if you do have a vapor line valve. After the refractory dryout, you do not have to shut down anything. You keep your air blower and CO boiler running, and then proceed directly to catalyst loading.
In summary, it is very difficult to justify such a valve if you are not allowed to consider safety and only allowed to consider scheduled plant turnaround intervals. If, however, you consider one unplanned event during each run, it will be very easy to justify that type of device.
LALL (UOP, A Honeywell Company)
Christian covered this very well. UOP also does not consider the isolation valve to be man-safe for vessel entry. Therefore, an isolation blind will need to be installed whether the valve is installed or not.
WILLIAMS (KBR)
I have nothing more to add.
MICHAEL LEMESHEV (Zimmerman & Jansen)
With regard to these valves, here is some statistical data. In North America, there are about 99 cat crackers. Not including refineries, FCCs and Flexicrackers total 140 units, plus 11 in Mexico. There are probably 22 to 23 cats with these types of valves ranging in size from 24 inches to 66 inches. In addition, speaking from the safety side, which UOP has addressed very well, the valves are installed with manual actuation. They are not using any kind of automated actuation, and that addresses some of the safety aspects of the installation. In this way, the automated line blank can be compared to a regular line blank, in terms of an accidentally swinging blank. Now this obviously would not happen. Additionally, the valves can be fitted with a safety mechanism that would prevent them from being stroked or, even in the event of stem failure, the gate slamming shut on its own due to gravity. These are some of the considerations when evaluating the configuration of the valve. These points help address the safety aspect and also give some basic numbers about how many refineries have these valves installed.
LALL (UOP, A Honeywell Company)
We do have a number of customers that use these and contemplating their use. The benefit depends on the type of start-up procedure that the refiner follows. If a "blind out" procedure is normally followed where the entire unit is cold when the blind is removed, the addition of the valve can save a few days of downtime, especially for a new unit. If a "blind in" procedure is normally adopted where the equipment is hot and under steam purge, there are the added benefits of personnel protection and safety. UOP views the reaction vapor line isolation valve as a safety-oriented valve more so than a production saving valve. However, one needs to bear in mind that the valves are expensive. Also, this is a judgment call by the refiner who will assess its merits on safety grounds and/or production time gains.
In our experience, the isolation valve does operate without any problems following turnarounds (i.e., when the valves are cleaned and overhauled); however, whether the valve works dependably after exposure to hydrocarbon is another matter. Feedback from customers has generally cited problems with coke lodging in the cavities of the housing, securing a tight closure during the previous shutdown, and purging the valve. UOP believes the valve vendors are working to enhance the reliability/availability of the valves.
UOP does not, however, consider the isolation valve to be man-safe for vessel entry. The isolation valve typically requires an internal purge to keep the inner housing cavity free of hydrocarbon and this cannot be considered to be safe for vessel entry. Therefore, an isolation blind will need to be installed no matter if they install the valve or not. This may limit the usefulness of the valve.
SCHOEPE (Phillips 66)
Phillips 66 FCC units use two types of valves in the vapor line from the reactor to the main fractionator, a simple block valve and, in recent times, a double disc steam purged isolation valve. Block valves can only be used once during start-up. During the run, these valves coke up and need to be cleaned and/or replaced during each shutdown. Maintaining such a valve is justified by shortening the start-up time between refractory dryout and catalyst loading. An overhead vapor blind allows the refiner to proceed directly from air-freeing the reactor to catalyst loading, units without an overhead vapor valve have to prepare for pulling the overhead blind by shutting down the main air blower, the in-line air heater and the CO boiler (if applicable). After the blind has been pulled, the unit has cooled down significantly and all previously named equipment has to be restarted in order to continue with the start-up process. Depending on the site and the reliability of the equipment, an overhead valve saves one to two shifts during unit start-up.
A newer style double disc and purge valve has all the advantages of a simple block valve, but it can also be used during a run and at the end of each run. Overall reliability for these valves has been good within the Phillips 66 organization. Some valves are now being refurbished after two turnaround cycles.
The economic justification for such a valve is difficult if only planed turnaround intervals are considered. If one or two unplanned outages are used in the economic evaluation, the Lost Profit Opportunity (LPO) is usually high enough to justify such an investment. Line opening during the removal and installation of a vapor line blind can be hazardous and has to be managed very carefully. The increased safety during FCC start-up often contributes the justification of a vapor line valve. Because the double disc and purge design relies in part on a steam purge to provide positive isolation, most sites do not consider this isolation device “man safe”. All newer double disc and purge valves are, therefore, sold with an additional blind/spacer, which is located upstream of the valve.
Year
2012
Process
Question 96: What is the CO boiler start-up and shutdown sequence with respect to the FCCU start-up and shutdown timing? What are the reasons for this sequence?
BROOKS (BP Refining)
As I mentioned briefly in an earlier question, most of our FCCs with CO boilers start-up with the CO boilers bypassed. If we run partial-burn on any of these FCCs, we tend to start-up in full-burn at reduced rates. Once the feed is in the unit and considered stable, most sites will cut into their CO boiler with the process flow. Our partial-burn units will then move back into parital-burn. Basically, the CO boilers are started up while the FCC is routed to the bypass stack. As you start up the CO boiler, you fire it initially on fuel gas. Then when the FCC flue gas flow is brought back into the CO boiler, you reduce the fuel gas firing accordingly. We do this in order to prevent running directly through the CO boiler when transitioning from full-burn to partial-burn, which can cause issues with a combustible environment.
Shutdown sequences are similar. We shut down the unit, move all of our partial-burns into full-burns, take flow out of the CO boiler, and then route it to the bypass stack. We have some units that rely on their CO boilers to make steam for the rest of the refinery. Thus, we will go out the bypass sack, isolate it with a blind, and then continue running it online with fuel gas. It is fairly basic, but most of our CO boilers are run that way.

SCHOEPE (Phillips 66)
In our units, the CO boiler is one of the first pieces of equipment that is started and one of the last pieces of equipment taken down, unless you have a flue gas scrubber. If you do have a scrubber, you will usually start the scrubber first and then the CO boiler. In some sites, the main air blower partially depends on the steam supply from the CO boiler. We already went through the whole vapor line scenario. If you have a valve, you can then go directly to catalyst loading and oil-in. If not, then shut down all of this equipment, pull the vapor line blind, and start up the equipment again.
In terms of a shutdown, which is shown on the next slide, our units typically de-energize the ESP first. After that, catalyst is circulated to decoke the catalyst. The catalyst is then unloaded, and the air blower is shut down. Shut down your CO boiler last. That way, you will still be supplying steam to the refinery and your main air blower while minimizing potential CO emission during this catalyst cleanup step.

LALL (UOP, A Honeywell Company)
Although UOP does not dictate when the CO boiler is to be started up on auxiliary firing, our procedure specifies that the FCC is to be started up in complete combustion with flue gas diverted to the bypass stack. The flue gas is diverted to a CO boiler only after the feed has been introduced to the FCC and the regenerator operation has transitioned from complete combustion to stable partial-burn. UOP considers this to be the safest way for the following reasons: 1. There is a minimal chance of the presence of unburned hydrocarbons being in the flue gas as a result of unsuccessful lighting of the torch oil. 2. The feed is routed to the FCC, and the FCC operation and pressure balance is steady. In the event of a pressure upset, there is the potential of a reversal, which could introduce a significant concentration of hydrocarbons into the CO boiler and cause a major upset. 3. The transition from full- to partial-burn is very dynamic and may be unpredictable. UOP’s preference is to not swing from the bypass to the CO boiler during this unstable situation until after feed is introduced to the riser at low rates and after the regeneration has transitioned from full-burn to stable partial-burn. Some refiners may have an ESP or wet gas scrubber downstream of the CO boiler. They must run these whenever feed is in the unit, and they could be forced to run through the CO boiler in this situation; but from a safety perspective, it is not preferred.
PIMENTEL (CITGO Petroleum Corporation)
Our experience is very similar. Our CO boiler start-up and shutdown is relatively independent from the FCC. Actually, we start the CO boiler in advance of the FCC mainly because our air blower turbine requires the steam to run at full capacity. To do this, of course, your boiler must be equipped with an adequate number of auxiliary fuel burners. For the same reason, the FCC shuts down in advance of the CO boiler. The boiler can be kept in operation through the bypass, as was already explained. We shut down later for scheduled work. If there is no work scheduled for the CO boiler during the turnaround, it can continue to run isolated through the entire FCC outage.
MICHAEL LEMESHEV (Zimmerman & Jansen)
At some point, everyone on the panel indicated that during the start-up, you begin to divert some flow into the CO boiler. Is that correct?
BROOKS (BP Refining)
We do not divert any flow to the CO boiler until the FCCU unit is started up.
BROOKS (BP Refining)
BP sites with CO boilers typically start their FCCUs with the CO boilers bypassed. Our partial-burn units will start the unit up in full-burn operation (at reduced feed rates). When feed is in the unit and the unit is considered as stable, sites typically bring the CO boiler into the process flow. Partial-burn units then move from full-burn back to typical partial-burn operations. The CO boiler is typically started up on fuel gas while the FCCU flue gas is routed to the bypass stack. Fuel gas is cut back as the FCC flue gas is routed through the CO boiler. The CO boiler must be fired with fuel gas before the FCC is brought back into partial-burn service in order to avoid an explosion risk. Shutdown sequences are similar. Partial-burn units are brought into full-burn operations (at reduced feed rates) before the CO boiler is taken out of FCC service. Some of our units rely on the CO boiler to provide steam to the refinery. These units typically increase fuel gas firing when the FCCU is routed through the bypass stack on shutdown.
SCHOEPE (Phillips 66)
The start-up sequence is different for units with electrostatic precipitators (ESPs) and units with flue gas scrubbers. Units with ESPs typically start the CO boiler first while units with flue gas scrubbers start the scrubber before the CO boiler is started. Some sites need the steam from the CO boiler to drive the main air blower turbine. After the CO boiler start-up, the main air blower and the in-line air heater are started and the unit is heated for refractory dryout. After refractory dryout, the start-up paths diverge for units with vapor line isolation blinds in comparison to units with vapor line isolation valves.
Units with vapor line isolation blinds steam out the reactor and then shut down the main air blower, the inline air heater, and the CO boiler in preparation for pulling the vapor line isolation blind. After the isolation blind has been pulled, the CO boiler the main air blower and the inline air heater are started up again and the regenerator is heated in preparation for catalyst loading. Units with a vapor line isolation valve simply keep the CO boiler, the main air blower and the in-line air heater running and proceed directly from refractory dryout to catalyst loading.
Just before the introduction of torch oil, the CO boiler combustor temperature is maximized in order to minimize the CO emission during the operation with torch oil.
During shutdown, the CO boiler is usually tripped after catalyst has been unloaded. This way, steam is provided to drive the main air blower and the potential for CO emission is minimized.
PIMENTEL (CITGO Petroleum Corporation)
In our experience, the CO boiler starts up in advance of the FCC, since the air blower turbine depends on the steam from the CO boiler to run at full capacity and the CO boiler is equipped with an adequate number of auxiliary fuel burners. For the same reasons, the boiler is kept in operation (although at a reduced rate) until after the FCC is completely down; exporting steam to the grid and shutting down when required to perform the scheduled maintenance work. If no maintenance work is required, the CO boiler remains in operation during the FCC outage.
LALL (UOP, A Honeywell Company)
Commissioning of the FCCU requires ample steam availability especially for start-ups. In FCCUs equipped with CO boilers, the CO boiler is a major producer of HP steam for the refinery in normal operation. The timing of the CO boiler start-up may be dependent upon the need of the CO boiler to supplement the refinery steam system during start-up of the FCC.
Although UOP does not dictate when the CO boiler is to be started up on auxiliary firing, our procedures specify the FCC is to be started up in complete combustion with the flue gas diverted to the bypass stack. The flue gas is diverted from the bypass stack to the CO boiler only after the feed has been introduced to the FCC and the regenerator operation has transitioned from complete combustion to stable partial-burn mode. UOP considers this to be the safest way as the unit will be stable before the diverter valve is directed to the CO boiler for the following reasons:
a) There is minimum chance for unburned hydrocarbons in the flue gas from unsuccessful lighting off of torch oil.
b) Feed is routed to the FCC riser and the FCC operation and pressure balance is steady - in event of a pressure upset there is the potential of a reversal which could introduce a significant concentration of hydrocarbons into the CO boiler and cause a major upset.
c) The transition from full-burn to partial-burn is very dynamic and may be unpredictable. UOP preference is not to swing from bypass to CO boiler during this unstable situation until after feed is introduced to the riser at low feed rate and the regeneration has transitioned from full-burn to stable partial-burn operation.
Some refiners may have an ESP or wet gas scrubber downstream of CO boiler and must run these whenever feed is in the unit and may be forced to run through the CO boiler in this situation, but it is not preferred from a safety perspective.
If the CO boiler is required to be commissioned in early in the overall FCC start-up sequence to supplement refinery steam production, this will most likely occur before start of the air blower. The CO boiler will be operated on auxiliary firing (refinery gas) at start up with forced draft fans in operation. Start-up will be performed with the electric driven fan, supplying maximum combustion air and the burner(s) at minimum load (when no HP steam is available for the steam turbine users). The steam demand on steam network determines the degree of firing.
The CO boiler can be shut down any time after feed is removed from the unit to ensure any residual CO production from coke combustion is converted unless the CO boiler is required for refinery steam production. The procedure following feed cut out is to open the diverter valve to the bypass stack and reduce burner load till minimum load, then stop the auxiliary firing and burner(s).
Year
2012
Process
Question 97: What equipment do you employ to help eliminate ESP hopper and downcomer plugging with catalyst fines? What additional operating practices are used? What type of level detectors are in use on the ESP hoppers and/or catalyst storage silos? Are there any new level detection technologies that could be applied, perhaps from coke drum measurement detectors?
PIMENTEL (CITGO Petroleum Corporation)
Our main problem with the ESP is fines accumulation in both the ESP hoppers and the transfer line from the hoppers to the fine's storage bin. We have incorporated some design improvements that have helped us minimize, but not completely eliminate, the main problems of condensation in the system and plugging. So, we added a second vibrator or rapper on the opposite side of the hopper, and we run them on alternate cycles of one minute each. The second improvement was to increase insulation of the hopper to a point where we now have it completely encapsulated. We have steam tracing as well. We believe there is still room for improvement.
At this time, we know that we can minimize the run of the piping from the hopper to a storage bin. We are also aware that there is a possibility of actually installing the fines storage directly below the ESP to basically eliminate the problem of plugging the transfer line.
Part of the question asked about our experience with level detectors. We do not have any. We mostly use an infrared gun if we suspect a high level in the hopper.

BROOKS (BP Refining)
BP uses an industry consultant to help us guide our operation on most of our ESPs. This industry consultant has a multitude of experience in ESPs over many years. Because of that, we have similar systems on most of our ESPs and in our ESP hopper systems. We have found that when we target keeping our hoppers warm, we help prevent some of the issues from condensation. Almost all of our hoppers that operate well have electric-traced hoppers to prevent condensation and keep the hoppers warm.
We also focus on trying to keep our hoppers as empty as possible since overfilling causes outages of the TRs (transformer rectifiers). Because of this, some of our sites have a system that continuously empties the hoppers. I do not know a great deal about it, but I am aware that they do this to prevent catalyst fines levels from building up in the hoppers. We have other hoppers that gauge their typical fines generation and develop a schedule of manually emptying their hoppers based on the fines make they expect.
From a level gauge perspective, we use nuclear level gauges on the majority of our units. Again, the same ESP consultant recommends this as the best technology for hopper level indication, and that is why we have employed them at the majority of our sites. A lot of our sites that do not employ these are up against limits for radiation sources on their site, so they are unable to use nuclear level gauges on their ESP hoppers. Those sites have resorted to high-level switches and regular manual dumping of their hoppers. However, these switches can be rather unreliable.
We have also seen issues with the nuclear level gauges. We will sometimes have ledges of catalyst that are sitting over the level gauge making it look like you have a level of catalyst. In those cases, we will back-check our TR operation to determine if we actually have a level or if it is a false indication. We will typically make sure to empty our hoppers more frequently if we feel we have a bad reading on the gauge.

SCHOEPE (Phillips 66)
In our system, ESPs use most of the features that were already mentioned. We make sure that our hoppers are well-insulated and heated and that vibrators are used to keep the hoppers from plugging. Fines are typically dumped on a timed interval, but not so much on level control. However, some of the units do have a gamma ray-type of indicator that can generate a high-level alarm.
PIMENTEL (CITGO Petroleum Corporation)
Our ESP hoppers are equipped with automatic rappers, which create enough vibration to prevent catalyst accumulation. We use a single vibrator on each hopper; hoppers have steam tracing and insulation. We initially had insulation jacketing and then beefed this up with a second layer of insulation that completely encapsulated each hopper. We have also added additional steam tracing on some hoppers. These moves helped to reduce, but not eliminate, the downcomer plugging problem. We think that a second vibrator on each hopper opposite the first hopper would help. We have also increased the vibration frequency in steps so that each hopper vibrator now vibrates once every minute. We have experienced plugging in the transfer line from the hoppers to the catalyst fines storage at times, due to condensation. A good design practice is to minimize the length of the transfer line to the fines storage, or store the fines directly underneath the ESP. We do not have any level detectors in the hoppers (use of I.R. camera when high level is suspected).
BROOKS (BP Refining)
BP uses an industry consultant with a multitude of ESP experience to help guide our ESP operations and optimization efforts. As such, many of our ESPs employ similar systems to manage fines handling. Our hoppers are typically equipped with electric heaters to maintain temperatures. We have found that keeping hoppers warm is one of the biggest keys to prevent pluggage. Warm hoppers prevent liquid condensation from causing fines clumping and sticking to walls. Most ESPs employ hopper rappers and have an ability to vacuum out hoppers if necessary.
Our sites typically work to keep the hoppers as empty as possible to prevent overfilling and outages of the TRs. Some sites have continuously empting hoppers. Others have gauged their typical fines makes and have regularly scheduled times to manually empty hoppers.
The ESP consultant we use recommends nuclear level gauges as a best technology for the hopper levels, thus these are employed at the majority of our sites. These gauges tend to work well; however, the following are key concerns around using nuclear gauges:
• Gauges require nuclear sources onsite. Some of our sites have had to remove these due to restrictions in the amount of nuclear material onsite. These sites have typically resorted to high level switches and regular manual dumping of hoppers. However, these high-level point readings are often not very reliable.
• It is important to note that the nuclear sources need to be appropriately isolated when work is done in the ESP. It is recommended to include this isolation as a safety interlock.
• Some sites have seen “ledges” of catalyst causing false level indication in the hoppers. This phenomenon is not exclusive to the use of nuclear level gauges. Our sites typically handle this by using tracking TR performance and hopper weigh cells if available to determine if hopper levels are actually too high or if the reading is false. If the reading is false, sites will typically resort to manual emptying of hoppers to maintain levels.
As with any type of indication, there can always be issues associated with these level gauges. However, we feel that the nuclear gauges are the best level indication technology available for this service.
SCHOEPE (Phillips 66)
Electrostatic precipitator hoppers are well insulated and use small heaters and vibrators to prevent plugging. Fines are typically dumped on a regular interval, but gamma ray type level indicators are used which can trigger a high-level alarm.
Year
2012
Process
Question 98: What is your experience with the use of ammonia or steam in the FCC flue gas line in order to improve the operation of the ESP? Please comment on system configuration and operational issues
PIMENTEL (CITGO Petroleum Corporation)
We have extensive experience with the use of ammonia in the FCC flue gas line in order to improve the conductivity of the particles and improve the operation of the ESP. We inject ammonia at the target level of 10 parts per million or less. It is very effective at that concentration and has helped us reduce our baseline opacity level from about 15% to less than 10% or 5%. It also reduced the peaks. The peaks that you see in the chart are related to soot blower operations of the waste heat boiler. Thanks to the ammonia, we now operate the soot blowers more often without the fear of violating the opacity limit. So it is also an energy-saving project.
In our unit, the ammonia is injected directly downstream of the waste heat boiler from cylinders or from a storage tank located outside of the FCC battery limits. The only issue I can recall with this operation has been the loss of ammonia flow due to the regulators plugging with ice. If the ammonia is not completely dry, it will freeze in your regulator. That is easy to fix by putting some steam tracing in the lines. The chart shows typical performance before and after starting the injection of ammonia. As you can see in the chart, it helps us operate the soot blowers more often.

BROOKS (BP Refining)
As Sergio mentioned, the common use for putting in steam and ammonia is to reduce the resistivity of the particulate so it can be picked up easier in the ESP. We do not have a lot of experience with steam helping our ESP operations, apart from the example I mentioned about using steam on start-up before meeting temperatures necessary to use ammonia.
We do have quite a bit of experience with ammonia injection. All of our ammonia injection systems are fairly similar because, again, we use the same consultant for the vast majority of our ESPs. We also found that it is key to focus on your ammonia injection system providing good dispersion in the flue gas stack and good vaporization of your ammonia. Typically, all of our systems include heaters for vaporization and metering injection pumps, so we know how much ammonia we are injecting. The systems also include good dispersion nozzles for the flue gas stacks.
When we use ammonia in our unit, we typically try to optimize it. As shown in the example of an ammonia step test in the slide, the blue and orange lines are essentially the same. They both tell you how much ammonia we are injecting. However, we tend to double-check the meter on the pump stroke versus the actual amount coming in just to make sure we are getting good readings.
You can see that the test includes our stepping up injection rates until we meet a level where we feel like the opacity – the green line – has leveled out. You keep stepping up your ammonia until you believe you have leveled that on opacity, and then you step back down until you feel like your opacity has gone back up. Those are the areas where you would target your ammonia injection rates because you know that is the minimum necessary to maintain your opacity.
I also want to add that I am not sure if other sites have seen instances similar to what we have noticed. Some, but not all, of our sites with ammonia injection into their ESPs also saw a reduction in NOx as a result. It makes sense because you use ammonia in a SNCR (selective non-catalytic reduction) and also in a SCR (selective catalytic reduction) to reduce NOx. However, we do not see it in all of our units.
Those units with high NOx tended to show a good step down and leveling out similar to what we saw with the opacity, which can be seen in the purple line representing NOx. So, you may get an added NOx reduction benefit if you use ammonia on some of your units. We also did the same step test on other units and saw no response to NOx; so, it is not a guarantee.

SCHOEPE (Phillips 66)
I do not have much to add. Halle highlighted all of the points. Phillips 66 has a few installations where we inject ammonia into the ESP. Collection efficiencies were increased by 25% to 50%. It is critical to have good ammonia injection quilts which inject ammonia across the entire duct. Typically, we have not seen any issues with ammonium salt deposition anywhere in the downstream equipment.
MARTIN EVANS (Johnson Matthey Intercat)
To give a contrary comment, I heard a few people talk about the importance of dispersion. We recently had one refiner start ammonia injection and have trouble with the quill. When the quill was removed and the ammonia was injected straight into the nozzle, he got a similar reduction in opacity as he had been getting with the quill. So go figure. It is always the same with the FCC. You can prove something on one unit and then prove the exact opposite in another unit. Another point I want to make is that we have seen that opacity can increase when refiners go to low SOx emissions, typically below 50 ppm and certainly below 20 ppm. This occurs, if you are not using ammonia, because the SO2 (sulfur dioxide) actually acts in the same way as does the ammonia to decrease the resistivity of the catalyst and improve the efficiency of the ESPs. So, when you take out the SO2, you have to replace it with ammonia. Otherwise, you will lose ESP efficiency when you get down to very low SOx levels.
PIMENTEL (CITGO Petroleum Corporation)
We have extensive experience using ammonia in the FCC flue gas line to improve the performance of the ESP. NH3 is a very effective way to improve the conductivity of the flue gas at the levels as low as 10 ppm. In our experience the use of ammonia helped to reduce the flue gas opacity from an average of 15% to less than 5%. Ammonia is injected directly in the flue gas line downstream of the waste heat boiler (at about 500°F) from cylinders or directly from an ammonia storage tank located outside of the unit battery limits. The only operational issue with this system was plugging the regulators with ice, which was solved by steam tracing upstream of the regulator/orifice plate. We do not have experience injecting steam in the flue gas line to improve the operation of the ESP.
BROOKS (BP Refining)
BP does not have a great deal of experience using steam to improve ESP operations. We have one site that uses steam in the ESP during start-up to improve efficiency before the ESP is hot enough to add NH3 injection. This is to prevent possible salt formation that can result from adding NH3 into a cold ESP. The majority of our units use ammonia (NH3) injection successfully to improve ESP collection efficiencies. The purpose of using steam or NH3 injection upstream of the ESP is to condition the particulates by decreasing their resistivity. Decreasing particulate resistivity makes them easier to attract to the walls of the ESP, thus leading to higher collection efficiencies.
As mentioned above, BP uses an industry consultant with a multitude of ESP experience to help guide our ESP operations and optimization efforts. The majority of our NH3 injection systems are similar and follow the consultant’s guidelines, which typically include heaters for vaporization and metering injection pumps. Some sites have basic injection nozzles in the ducts while others have full injection grids. The key considerations for this injection system are around ensuring the injection point provides good dispersion in the flue gas duct and that they NH3 is sufficiently vaporized. Un-vaporized NH3 injection can cause issues with particles remaining on the collecting plates and falling off in chunks or hopper pluggage caused by sticky fines which leads to difficulty evacuating hoppers.
BP has also done a series of NH3 step-tests to optimize NH3 injection. These tests are simple adjustments to NH3 flow rates that are compared to improvements in stack opacity for each step as can be seen in the example graph below. During these tests we have seen that the reduction in opacity with increasing amounts of NH3 injection lines typically lines out at some point, as can be seen in the graph below.

Our experience with NH3 injection has generally been very good at sites with good injection systems. In addition to improvements in opacity with NH3 injections, BP has also seen some reduction in NOx at some of our sites. Generally, we have seen sites with higher base NOx levels see reductions in NOx with NH3 injections and others with lower base NOx levels may not see any change in NOx emissions with NH3 injection.
SCHOEPE (Phillips 66)
Ammonia has been used effectively in a number of refineries to increase electrostatic precipitator (ESP) collection efficiency. Ammonia decreases the resistivity of the catalyst which makes it easier for a catalyst particle to accept a charge. Depending on the ESP design aqueous ammonia injection can increased the ESP collection efficiency by 25% to 50%. A successful installation requires good distribution of the aqueous ammonia. Injection quilts need to be designed to distribute the ammonia equally across the area of the flue gas duct upstream of the ESP and resist catalyst erosion. Deposition of ammonium salts is typically not an issue.
Year
2012
Process
Question 99: Have refineries experienced an increase in particulate emissions in the regenerator flue gas caused by oxygen enrichment of air to the regenerator?
BROOKS (BP Refining)
We have quite a few refineries that use oxygen enrichment. One of them uses it in very high concentration. None of the sites – and I spoke with them specifically about this – say that they have seen an increase in particulate emissions as a result of increasing their oxygen enrichment. As I mentioned earlier in response to a question, a lot of our units use oxygen enrichment to help reduce the superficial velocity in their regenerators in order to make their cyclones last longer and perhaps operate more efficiently. In essence, the oxygen enrichment is used to make the cyclones better and thus reduce losses.
LALL (UOP, A Honeywell Company)
Regarding Paul Diddams’ earlier comment, if you are at a regenerator cyclone velocity limit, reducing the blower air rate, or shutting any portable blowers and supplementing oxygen, then particulate emissions will be reduced due to a significant reduction in nitrogen moles and decrease in air volume entering the regenerator.
AVERY (Albemarle Corporation)
Oxygen enrichment will reduce superficial velocity in the regenerator and increase the O2 partial pressure. This alone would not favor SO3 (sulfur trioxide) formation since the rate of SO3 development, which is in equilibrium with SO2, is not instantaneous. However, increased oxygen will also raise regenerator temperature, which will then lower the rate of SO3 formation since SO2 is favored at higher temperatures. These two rates move opposite of each other. Since each regenerator is different, it is difficult to say with certainty that the overall effect may be the rate of bulk SO3 formulation in the regenerator. SO3 formulation will be at its maximum in the region of the highest oxygen partial pressure, which is just above the air grid. Using supplemental oxygen will increase the oxygen partial pressure in this region and can directly result in increased SO3.
Now downstream from the regenerator, oxygen concentration present in the flue gas is a key factor. Technically, this is unrelated to whether or not supplemental oxygen is used, but it depends on how the refinery chooses to operate the unit. Again, increased oxygen here increases SO3 formation over SO2. Lower temperature drives equilibrium towards SO3 until about 1,110ºF. At this point, the kinetics of SO3 formation are sufficiently hindered, so little SO3 is formed at temperatures below 1,060°F.
If a refiner is having an issue with the emissions compliance due to condensable particulates, then it is recommended that they minimize the oxygen content of the flue gas and, if possible, operate the flue gas cooler in a manner that will reduce minimize the amount of time the flue gas is between 1,050°F and 1,200°F. This will help minimize the condensable particulate formation from SO3. A scrubber, if present, will do a good job removing most of the SO2 in the flue gas, but it may only remove a small to moderate amount of SO3. SO3 will be measured as a condensable particulate in stack testing.
SCHOEPE (Phillips 66)
I do not have any additional comments on this question.
JACK OLESEN (Praxair, Inc.)
Someone made a good point about oxygen in the flue gas line and how that impacts the SO2 and SO3. But if you are buying oxygen and running excess O2 coming out the flue gas, then you are throwing away money. So, you need to keep the excess oxygen down to probably less than 2%.
MARTIN EVANS (Johnson Matthey Intercat)
I am being told that I am cutting into people’s drinking time, so I will be fast. With regard to reducing condensable particulates, SOx additive is great to use. We have some refiners who add SOx additives in small amounts simply to reduce condensable particulates. It works very well.
BROOKS (BP Refining)
Oxygen enrichment is typically put in place to provide some relief in air blower limited operations. Additionally, most of our sites that employ this technology also use it to reduce superficial velocity in the regenerator. This can reduce wear on the cyclones and improve cyclone efficiency which may result in a net effect of lower losses.
AVERY (Albemarle Corporation)
Oxygen enrichment will reduce the superficial velocity in the regenerator and increase the O2 partial pressure. This alone would favor SO3 formation since the rate of SO3 development (which is in equilibrium with SO2) is not instantaneous. However, increased oxygen will also increase the regenerator temperature, which lowers the rate of SO3 formation since SO2 is favored at higher temperatures. These two rates move opposite of each other. Since each regenerator is different, it is difficult to say with certainty what the overall effect may be on the rate of bulk SO3 formation in the regenerator.
SO3 formation will be at its maximum in the region of highest oxygen partial pressure, which is just above the air grid. Using supplemental oxygen will increase the oxygen partial pressure in this region and can directly result in increased SO3 formation.
Downstream of the regenerator, the oxygen concentration present in the flue gas is the key factor. Technically this is unrelated to whether or not supplemental oxygen is used, but it depends on how the refiner chooses to operate the unit. Again, increasing oxygen here will increase SO3 formation over the SO2. Lower temperature drives the equilibrium towards SO3, until about 600°C. At that point, the kinetics of SO3 formation are sufficiently hindered, so very little SO3 is formed at temperatures below 570°C. If a refiner is having an issue with emissions compliance due to condensable particulates, then it is recommended that they minimize the oxygen content of the flue gas and, if possible, operate the flue gas cooler in a manner that will minimize the amount of time the flue gas is between 570°C and 640°C (1,050°F to 1,200°F). This will help minimize condensable particulate formation from SO3.
A scrubber (if present) will do a good job of removing most of the SO2 in the flue gas, but it may only remove a small to moderate amount of the SO3. The SO3 will be measured as a condensable particulate in stack testing.
LALL (UOP, A Honeywell Company)
Oxygen enrichment option is typically considered by refiners to achieve incremental feed processing. In general, oxygen enrichment marginally increases particulates due to a richer oxidizing environment; however, it is highly dependent upon whether regenerator net vapor and cyclone velocities increase or decrease. In cases where the air blower is limited and oxygen is added on the grounds of economics for additional feed processing, the regenerator vapor velocity increases, leading to marginal increases in catalyst entrainment to the regenerator cyclones and catalyst loss increases slightly. If, on the other hand, the regenerator is operating at a vapor velocity limit and the blower air rate is reduced or supplemental portable blowers are turned down, the particulate emissions reduce due to the significant reduction in the N2 moles and decreasing air volume entering the regenerator. This results in lowering the overall regenerator vapor velocity and catalyst entrainment to the cyclones. Lower cyclone velocities reduce the particulate fines generation by reducing the force of catalyst particle collision with the cyclone wall.
ROBERTSON (AFPM)
That concludes this FCC session. I want to thank the panel for all the work they have done in the last four or five months. We really appreciate it. And, we ended 50 minutes earlier than last year. Also, I want to thank Cheryl Joyal who was the coach for this team; she did a really good job. This concludes the Q&A portion of the meeting. I appreciate all of you coming. I hope you have gained a lot of insight from this session and will take it back with you to your facilities. Thank you.
Year
2012
Process
Question 1: What is a typical hydrofluoric (HF) acid inventory (pound of acid per bpdC5+ alkylate), and what steps are refiners considering reducing this volume? What other risk mitigation steps are refiners considering for their HF units?
BULLEN (UOP LLC, A Honeywell Company)
As you can see on the slide, there is a big variation in the design HF-to-alkylate ratios. The order of older units, as denoted by old Heritage-Phillips and old Heritage-UOP types, has fairly high ratios. The more modern ones were designed with lower ratios. The actual observed ratios are even less than that. A lot of this depends on whether units have been revamped. If they have a higher throughput, then the ratio will reduce further. If you have an old-designed UOP vertical mixer settler, you can take advantage of reducing the ratio by eliminating that mixer and then just having the settler. However, you will increase your organic fluorides and your product streams approximately two times. There are some other things in the design that you can do to help reduce it down further.

Regarding risk mitigation steps, if you follow the mitigation options in the API (American Petroleum Institute) 751, you can reduce your risk. Some of these include utilizing acid leak detection systems, water spray mitigation systems, rapid acid inventory systems, remotely operated isolation valves, and passive mitigation systems. You can find more details in my Answer Book response to this question.
MELDRUM (Phillips 66)
Phillips 66 has seven operating HF alkylation units. Based on these units, our average acid inventory is 16 pounds per barrel of alkylate. The range is from 11 to 20 pounds of acid per barrel of alkylate. Our UOP pumped acid unit is on the low end of that range.
Inventory minimization is accomplished principally through two areas. One is process design. The older units were designed with a riser of about 50 feet. Newer designs have risers of about 30 feet. The shorter riser then equates to a lower settler level. The reduction in this riser height also reduces the acid-to-hydrocarbon ratio from 4:1 to about 3.5:1. The second way that acid in the unit is minimized is through limiting the stored fresh acid inventory. In my Answer Book response, I have provided some of the risk management methods grouped in the areas of prevention, detection, and mitigation.
PATRICK BULLEN (UOP LLC, A Honeywell Company)
The acid inventories of the HF alkylation units in operation vary significantly and depend on the type of reactor section design and the actual operating isobutane-to-olefin (I/O) ratio. Lower I/O ratio allows higher alkylate throughput in a given unit, which reduces acid inventory when measured in pound of HF/bpd (barrel per day) alkylate. The table below indicates the ratio range of various types of HF alkylation units.

Proper control of the acid settler level, maintaining sufficient level to prevent hydrocarbon carry under into the circulating acid stream can minimize the acid inventory in any given design. Reliable level indication in the settler helps to achieve good acid level control. Also, good coordination between the refiner and acid supplier to deliver acid at the right time will prevent excessive acid inventory in the acid storage drum. Elimination of the 20-tray mixing section from the vertical mixer-settlers in the older Heritage-UOP design units can be the biggest step toward inventory reduction. Eliminating the mixing section has been done at several units. The downside of eliminating the mixing section is that the number of organic fluorides in the product streams (propane, n-butane, and alkylate) approximately doubles.
Depending on the specific unit design, there may be other design changes that can be made to achieve relatively smaller reductions in acid inventory.
There is a good summary of the various risk mitigation options in Section 6 and Appendix H of the new 4th Edition of API RP 751 which was released in May 2013. In general, the basic risk mitigation options are:
• acid leak detection (which includes sensors, cameras, and flange paint),
• water spray mitigation systems,
• rapid acid de-inventory systems,
• remotely-operated isolation valves, and
• passive mitigation systems (such as barriers, acid inventory control, and vapor suppression additives).
Continuous acid leak detection and remotely operated and controlled water spray mitigation are generally considered to be requirements in an HF alkylation unit.
CRAIG MELDRUM (Phillips 66)
A Quantitative Risk Assessment (QRA) study can give valuable information on the benefits of reducing acid inventory compared to other mitigation options. Risk management is based on prevention, detection and mitigation.
• Prevention: proper equipment design (including management of change for equipment or process changes), routine maintenance, effective inspection, well trained and disciplined operators and maintenance, and ongoing risk assessments studies and corrective action
• Detection: rapid and reliable HF detection (point and/or open path), HC detection as a surrogate for HF, visual detection (camera and acid detection paint), and alert personnel (operations, maintenance, technical, and management)
• Mitigation: isolation valves, acid transfer, water spray, barriers (used principally by one operating company), and modified acid additive (limited use in the industry)
Year
2013
Process
Question 2: Have seal-less pumps (magnetic drive or canned pumps) been used successfully in HF and sulfuric acid alkylation units? What services are considered for this equipment?
MELDRUM (Phillips 66)
Yes, sealless pumps have been successfully used in both HF and sulfuric alkylation processes, typically in the acid rerun system for the HF process and fresh acid service for the sulfuric process. However, the API-610 sealed pump is, by far, the most commonly used pump based on the fact that API 610 pumps are familiar within the refinery for the Maintenance and Projects groups and also because of their robust design and relatively low initial cost.
As I reviewed some of Phillips’ process design specifications, I found a statement referring to both magnetic drive and canned pumps: “We do not have enough experience with this type of pump to recommend features and styles.” It was also mentioned in the specification: “Because of the slightly magnetic nature of nickel copper alloys, the containment shell of the mag-drive pump for HF service should be Hastelloy C-276.”
The interest in sealless pumps is due to the lower risk from potential seal leaks. However, it is now quite common practice to use dual seals for acid service. Also, the seal reliability has improved over the years. Therefore, the risk of a sealed pump in HF acid service, in particular, has been reduced. One risk consultant stated that the limited history on sealless pumps in HF acid service results in his refinery using the same failure rate as that of a dual-sealed pump when they conduct their quantitative risk assessment studies. What I have concluded is that when considering sealless pumps for new construction or major equipment replacements, you should work with a risk consultant to determine if the sealless pump is effective at achieving your risk management objectives. I have also provided, in my Answer Book response, several considerations to review as you look at selecting a pump for HF acid service.
BULLEN (UOP LLC, A Honeywell Company)
UOP has limited experience with sealless pumps in HF units. The one concern we have is that these types of pumps are different than most of the other pumps in the refinery; so, you really need to have Operations and Maintenance crews who are experienced dealing with this type of pump. A lot of human error can creep in and cause the pumps to fail. The experience we have had has been in relatively small-sized applications such as the acid rerun feed pump. One of our customers in Europe has actually been successfully using three pumps in circulating acid, settled acid, and isostripper reflux operations since 1994. So, it is possible to have a long run with these types of pumps. Also, sealless pumps tend to not meet requirements for API standards; they are ASME (American Society of Mechanical Engineers) standard type pumps; so that can be an issue. As Craig said, dual seals have gotten a lot better in the past 20 years and become more reliable; so, it is questionable whether you are actually safer with the sealless system, in terms of reliability and leaks.
ROBERTSON (AFPM)
Does anyone else in the audience have experience with sealless pumps?
CHRIS GREEN (Marathon Petroleum Corporation)
I work at the Galveston Bay Refinery. We use the mag drive style pump on the rerun to our feed. We had previously experienced a bolting failure on the conventional style pump and the case opened up. We had good reliability. We have been using them since about 2003, and they have proven to be reliable in that service.
CRAIG MELDRUM (Phillips 66)
Some consideration for HF acid pump selection:
• Service Conditions: Temperature (mag-drive pumps limited to ~350°F, canned pumps can take up to 1000°F) and solids content of the pumped fluid (sealless pumps can be more sensitive to solids in the fluid)
• Durability: Operation under upset conditions or from poor operations such as dead-headed and run dry
• Cost: Initial pump cost plus the seal cost plus ongoing maintenance costs. Sealed pumps will likely have a lower initial cost, but long-term seal maintenance costs may favor sealless pumps.
• Alignment and Foundation Requirements: Pump-to-driver alignment and foundation requirements are minimal for canned pumps.
• Containment against Catastrophic Failure: Canned pumps have secondary containment by design.
• Failure Scenarios and Mitigation: Sealed pumps are most likely to fail at the seal; sealless pumps are most likely to fail at the bearing.
• Maintenance: Onsite knowledge for repairs versus factory service and spare parts inventory needs
• Technical Support: Factory support to assist in working through any ongoing issues
PATRICK BULLEN (UOP LLC, A Honeywell Company)
There are two basic types of sealless pumps: magnetic drive and canned motor. UOP has limited experience with both types in HF alky units. In general, UOP’s experience is that the magnetic drive and canned motor pumps can work in HF alkylation service, but they are sufficiently different from standard single-stage process pumps that require special design considerations, maintenance, and operating procedures for successful operation. UOP is aware of several cases where a refiner installed a sealless pump and experienced serious damage to that pump within a very short time due to issues such as incorrect operating procedures or insufficient spillback or flush supply. This type of damage to a sealless pump is typically VERY expensive to fix and typically requires shipment of the pump back to the manufacturer, causing the pump to be out of service for several weeks.
Most of the sealless pumps used in HF alkylation units have been relatively small sized pumps. One specific service where a few refiners have used a sealless pump is the acid rerun column feed pump.
One UOP licensed unit in Europe has had good experience with canned pumps in HF service. This refiner installed three canned pumps in 1994, and those pumps are still used today. The specific pump services are circulating acid, settled acid, and isostripper reflux. This same refiner had negative experience with a magnetic drive pump in isostripper reflux service. This refiner uses sealless pumps in other applications in the refinery such as FCC sour water.
Another licensee in Europe uses magnetic drive pumps in two very large flow services. One is the acid circulation pump, and the other is the isostripper feed pump. The experience has been good with both of these pumps. These pumps receive special mechanical attention and service, which are probably keys to their successful performance.
It is worth noting that some of these sealless pumps are not built to be compliant with all of the requirements of the API standard for refinery service pumps. Instead, they are built to ASME standards that are used predominantly in the chemical industry.
Many refiners have chosen dual seals over sealless pumps because the reliability of dual seals in acid service has improved significantly over the past 20 years or so. In addition, the dual seals have a lower cost to install on existing pumps, and the maintenance and operation of the dual seals is typically well-understood by the refinery staff.
Year
2013
Process