

Question 55: Leaks in a vacuum system can result in oxygen ingress into the process. What are the panelists’ experiences/practices with respect to safe sampling and monitoring of vacuum system off gas quality?
LEE (BP North America)
Oxygen ingress is a serious concern. For the vacuum units which route the tail gas for processing into a fuel gas header or to downstream LPG (liquefied petroleum gas) recovery unit, we require them to have an online O2 analyzer on the tail gas stream. In addition to identifying that a leak is occurring, the O2 indication alerts operators of a possible hazardous leakage point should pressure in the vessel go positive during an upset or a shutdown. The tail gas samples are also hazardous in that they can contain up to 20% H2S (hydrogen sulfide).
We are not aware of an industry detonation in the ejector area where the O2 is most likely to concentrate. Air leakage into the hotter zones of the vacuum tower, like in the transfer line area or some of the lower and hotter tower draw nozzle flanges, typically results in combustion products like CO2 (carbon dioxide) or CO (carbon monoxide) appearing in the off gas, as well as nitrogen. Depending on the magnitude of the leak and/or the leak point, more or less O2 will then appear in the off gas, which is the leak hazard indication we are measuring. Besides the process safety aspect of the O2 monitoring, we have seen instances of O2 and fuel gas creating significant burner pluggage issues due to polymerization products. An online O2 indication also provides a means of unit health monitoring that will help mitigate long duration periods of this issue.
If the particular vacuum unit routes the tail gas directly to fuel gas burners, then an O2 online analyzer is not required. In this configuration, flame arrestors are employed to prevent backflashing as a source of ignition. Monthly tail gas samples are then required for unit health monitoring. Because of the hazardous nature of the sampling, personnel conducting this activity are required to have appropriate PPE, or personal protective equipment. H2S monitors preclude inadvertent inhalation. Therefore, samples need to be taken at positive pressure somewhere after the third stage of ejector or equivalent. Where possible, we do have closed speed loop sample connections.

O2 analyzers have been installed in several units over the past five years based on these criteria. O2 levels of about 10% O2 are considered to be at the minimum O2 concentration or MOC (management of change) to support combustion and if an ignition source is available. If the tail gas O2 content reaches a concentration of 2% to 4%, investigations and risk assessments are commenced on identifying and troubleshooting potential leak sources prior to potential shutdown should the operating conditions reach near 10% MOC. Calculations are performed to determine the actual MOC at the particular tail gas composition from the unit of interest, but a 10% MOC is fairly typical.
This table shows some recent off gas analysis taken during troubleshooting of an air leak we had. It provides a magnitude of some of the light ends seen in the vacuum off gas. You can see that there is a range of light ends, olefins, and hydrogen. One interesting anecdote is that we actually had a helium tracer test done on one of our vacuum units; and surprisingly, the hydrogen content threw off the vendor analyzer equipment readings. However, hydrogen is a fairly common compound you will see in vacuum unit off gas.

CLIFFORD (Motiva Enterprises LLC)
I want to add onto what Howard said. We typically sample the vent gas downstream of an amine absorber. Be careful because your amine selection may absorb CO2 from the sample, so it is important to look for nitrogen and/or oxygen. Proper sampling techniques are important to avoid H2S exposure if you are sampling it upstream or if you have a process unit upset. You also want to get a representative sample and ensure that the sample cylinder is not contaminated with air, which could lead to a false positive.

VILAS LONAKADI (Foster Wheeler USA Corporation)
In order to avoid any unsafe condition, do you have any automatic system that would alert the operator and cut in inert gas when the oxygen content in the vacuum off gas goes high?
LEE (BP North America)
It is not automated, but we do have some vacuum systems where fuel gas and nitrogen injection facilities dilute the off gas down to the lower O2 level. You are still going to get a little of natural leakage anyway. In one instance, there was such a small amount of cracked gas production with a low furnace temperature and a low cracking feedstock that the natural amount of O2 leakage actually caused the O2 concentration to go up into a high range. So that is where we inject the fuel gas for dilution, but it is not an automated system.
CLIFFORD (Motiva Enterprises LLC)
Samples of the vacuum off gas are periodically caught and analyzed via GC (gas chromatography). Samples are caught downstream of an amine absorber. The particular amine used at this site will absorb carbon dioxide, so attention should be paid to nitrogen, oxygen, and carbon monoxide. The presence of oxygen may indicate a leak in the cold section of the vacuum tower and the presence of nitrogen without oxygen may indicate a leak in the hot section. However, it not always the case that the oxygen is consumed by a leak in the hot section, so consideration for both areas must be considered. Also, it is important that proper sampling techniques are followed both to avoid exposure to the gas, which may be high in H2S if the amine scrubber is not performing adequately, and to ensure that a representative sample is caught and residual air that may be left in the sample container does not contaminate the results with false O2/N2 content.
BASHAM (Marathon Petroleum Corporation)
Due to the high H2S level in this sample, coupled with the pungent odor, purging the sample device to the atmosphere is not an acceptable option. For routine sampling, several (but not all) of our refineries have installed continuous sampling devices as standard practice. At the locations where the vacuum tower off gas is not routinely sampled a clear plastic sample bag is used. The bag is rolled up tightly to expel any air and then filled with the process gas. Any liquids in the sample can be seen in the bag before they potentially damage gas chromatograph equipment.
Regarding the concern for oxygen intrusion, it would take a significant amount of air to reach the LEL. The vacuum jets could not move this amount of air and would “break”, losing vacuum.
Year
2012
Process
Question 56: Startup, shutdown, and upset conditions can result in abnormal pressure conditions in process equipment and connected utilities. What are the panel's experiences with reverse flow of hydrocarbon into the connected steam systems? What designs and practices are employed to prevent this?
CLIFFORD (Motiva Enterprises LLC)
In terms of hydrocarbon reversing to steam systems, there are several ways to go about it. The best and most effective approach is design. Check valves may be employed in steam service; however, they can be somewhat unreliable. Another design option is to use pressure controllers to hold the pressure well above the operating conditions. Generally speaking, the steam supply is external to unit operations so that an upset in unit operation will not affect the supply pressure of the steam to the unit.

Procedurally, we are going to block in our steam controllers and manually block the steam at the entrance to the vessel, essentially not relying on the check valves. We then exercise care whenever we are draining or venting steam knowing that there is a risk that we had a reverse flow event.

There are conditions that increase the chance of this occurrence. We use those opportunities to heighten the awareness of the operating personnel. Instrument error or failure can lead valves to their failure positions. You can also have malfunctions which cause valves to go to fail positions or to fail in the opposite direction. If you have a steam coil that super-heats the steam, you may have a failure in the steam, too, which would cause local low-pressure conditions that allow for reverse flow. Externally sourcing the steam can result in loss of steam supply, which would result in low pressure. In the case where the relieving pressure of a vessel is higher than the steam supply, you may be concerned about reverse flow.

DION (GE Water & Process Technologies)'
One refinery had a leak in its condensate system, which fouled the deaerator trays. They repaired the leak, cleaned the system, and installed turbidity meters in the system. The turbidity meters give them an early warning indicator of potential leaks. GE’s Custom Clean* products were employed to assist in cleaning out oil residue from the condensate system. The chemicals in these products increase the affinity of hydrocarbons for entering the water phase and expedite the flushing of residual hydrocarbons from the system.

LEE (BP North America)
I have one interesting anecdote to share about getting oil into a steam system. We had a vacuum furnace with one of the passes plugged. This furnace had coil injection steam, and it was medium pressure steam. One of the coils plugged to the point where it actually backed atmosphere resid into the steam system. That was an interesting incident.
VILAS LONAKADI (Foster Wheeler USA Corporation)
One of our refineries has two different headers. One is called oil-contaminated low pressure (LP) and the other: low pressure steam. The oil-contaminated LP steam line is connected to all of the heat exchangers that use LP steam for the process to avoid hydrocarbon backing up into the LP steam line.
CLIFFORD (Motiva Enterprises LLC)
I have heard of that at other refineries, but I do not have any personal experience of it.
KEVIN PROOPS (Solomon Associates)
Panel operating companies, have you employed layers of protection or safety instrumented systems to prevent reverse flow similar to what was discussed yesterday with hydroprocessing, for instance? Do you have automated low flow trips on the steam meters or other systems, besides a check valve, to prevent backflow?
CLIFFORD (Motiva Enterprises LLC)
I do not have any personal experience with automated trip valves.
LEE (BP North America)
We have had a couple of installations where a valve will trip on high pressure on the tower or low steam flow, but it is not very typical. It is a special case type of application. For the most part, we just rely on a single check valve and regulatory control.
KEVIN PROOPS (Solomon Associates)
So, does that imply that you do not consider the consequence of backflow to be as extreme as some of the other cases where backflow is a bigger deal?
LEE (BP North America)
Yes, I would say that is the case. We do differentiate safety issues from commercial issues. It will be a commercial issue with oil in the steam system, but there is a process safety scenario where you should think about getting a significant amount of hydrocarbon into your steam system. Consider the relieving capacity for that system because hydrocarbon backflow might be a scenario that was not considered.
CLIFFORD (Motiva Enterprises LLC)
Convent uses a mix of design and procedural mitigations to prevent reverse flow of hydrocarbon into steam systems; however, it has occurred at this site. On a design side, check valves are installed on steam connections to the process. The pressure of steam systems which supply stripping steam is held well above the operating pressure of the associated vessels. Steam is supplied by plant utilities and not produced by the unit. So, unit shutdowns and upsets, generally do not impact the pressure of the steam to the columns. However, the site does have superheat coils in process heaters, so upsets which affect the integrity of the superheat coils can result in localized low pressure of the steam.
Procedurally, steam is blocked in both via the flow controller, and the manual valve located at the column to which it is being injected as part of the shutdown procedure.
The site’s experience stems from a complete plant shutdown associated with a hurricane. During this shutdown, utilities including instrument air and steam were lost. This caused the steam headers to depressure and valves went to their failure positions. It is possible for valves to fail open and allow natural gas to reverse flow into the steam headers. Knowing the risk associated with this scenario, positive isolation is recommended.
DION (GE Water & Process Technologies)
One refinery incurred a hydrocarbon leak into the condensate system which fouled the deaerator trays. The leak was repaired, the system was cleaned, and turbidity meters installed on major condensate return lines. The turbidity meters, in some instances, can also detect iron, a corrosion byproduct, providing an early warning indicator of potential leaks before they occur.
If warranted, specialty chemical companies, like GE Water & Process Technologies, have products to add to a water or steam flush to assist in stripping hydrocarbons off vessel and pipe walls. These chemicals increase the hydrocarbon’s affinity to enter water droplets in the steam aerosol mist and subsequent bulk condensate.
BASHAM (Marathon Petroleum Corporation)
At one former Marathon Petroleum Company (MPC) refinery’s FCC (fluid catalytic cracking) unit, there was atomizing steam connected to the feed header. Due to feed nozzle plugging the back pressure of the feed header would overcome the 150 psig steam header pressure (normally 120 psig), and gas oil would migrate through the steam system. This event happened several times. The MPC standard is a block, bleed, check, bleed, block for all utility connections. The block, bleed and check are rated for the hydrocarbon contaminants.
LEE (BP Products North America)
We typically rely on a single check valve. In a couple of isolated cases, there were high backpressure and low steam flow automated shutoffs. Of particular concern is whether or not the utility system can handle the relieving load from such a hydrocarbon flow reversal. We have had a high vacuum tower pressure and subsequent high-level excursion result in vacuum resid into a stripping steam header. We have also had atmospheric resid back pressure into a coil steam header when one of the tube passes in a vacuum furnace got plugged and saw a high pressure drop. On a coker furnace, we had medium pressure steam used to purge hydrocarbons from the heater coil on unit shutdown. The normal operating pressure of the hydrocarbon stream was higher than the medium pressure steam header. If the steam was opened before the pressure was lower than the steam pressure, hydrocarbon would flow backwards into the steam header. This is even though check valves were in place to prevent the reverse flow. The hydrocarbon stream was heavy enough that the flapper on the check valve was stuck in the open position. Heat tracing the check valve has helped to mitigate this particular hazard.
Year
2012
Process
Question 59: What challenges have you faced from processing crudes that contain elevated levels of wax crystal modifiers or flow improver chemicals?
DION (GE Water & Process Technologies)
This is a complex question. There are many different chemical families that can be employed as either wax crystal modifiers or flow improvers. Flow improvers can be dragging reducers or pour point depressants. I recommend empirically measuring its impact. For instance, if the concern is the additives’ impact on desalter operations, then the additive can be easily tested in a laboratory desalter simulator. The emulsification tendency of the crude can be measured with and without the additive. All specialty chemical suppliers should have desalter simulators, most of which are portable. The testing can be conducted in the refinery’s laboratory, if desired.

In general, the most common types of pour point depressants will be complementary or synergistic to demulsification. There are too many different chemical families that can be employed to make a general statement about whether wax crystal modifiers are synergistic or antagonistic to demulsification. It can be empirically determined. Drag reducers are very high molecular weight molecules. They are sensitive to shear and break into smaller molecules when they pass through pumps. The larger molecules that are not sheared should act similar to an asphaltene. In one refinery, we saw a situation where a drag reducer was overfed. The excess drag reducer precipitated in their raw crude tanks. When the tank was opened for corrosion inspection, they found a five- or six-inch thick deposit of an elastic, sticky material that had to be cut with shovels to get it out of the tank.
DION (GE Water & Process Technologies)
Wax crystal modifiers are typically amine oxides, amides or sulfonates. They are utilized to keep paraffins dispersed and reduce wax deposition. Flow improvers generally fall into two categories; pour point depressants and drag reducers. They are typically stearates, vinyl acetate copolymers, polyacrylates or polymeric alpha olefins. Pour point depressants typically promote the formation of compact, three dimensional crystals as the crude oil cools. The compact crystals decrease the pour point of the oil and improve low temperature flow properties. Flow improver chemicals are typically extremely large molecular weight materials. Like asphaltenes, they can precipitate to an oil/water interface and stabilize emulsions. There have been no noticeable desalter performance issues at dose rates of approximately 5 ppm. When dose rates are roughly 15 ppm to 25 ppm, desalter upsets may occur. In at least one refinery, a six inch layer of sticky elastic, caulk-like material has been observed on the bottom of the tanks and believed to be due to flow improver chemicals. In general, pour point depressants can improve emulsion resolution, while on the other hand paraffin inhibitors may have a deleterious effect. The exact effect would require either more specific information on the chemistry or empirical testing results.
BASHAM (Marathon Petroleum Corporation)
We have run crudes with flow improver at Marathon Petroleum Company’s Catlettsburg refinery for four to five years now with no known issues on our crude units.
DENNIS HAYNES (Nalco Energy Services)
In the past, there were some types of these chemistries in oil production that were reported to have problems on oil-water separation in desalting at the refinery; however, in recent history, improvements seem to have been made, and the products we have been asked to review for other companies have not shown adverse impacts regarding emulsification. If there is an indication that a new product is being used, evaluation on downstream impacts is recommended.
SAM LORDO (Nalco Energy Services) There have been a few reports of impacts on the amps/volts from crudes treated with pour point depressants. The impact was minor but noticeable in that additional power-draw was observable.
Year
2012
Process
Question 58: Does your site/company require the use of a chemical wash to mitigate possible pyrophoric scale hazards in columns with structured packed beds?
LEE (BP North America)
We currently have an Advisory Policy requiring an oxidative chemical wash to help preclude any event from pyrophoric scale accumulation when the towers utilize structured packed beds. This policy is currently being progressed to a Mandatory Process Safety Policy. We have had several pyrophoric fires over the recent years. In some instances, an inadequate or nonexistent chemical wash prior to opening the column manways was the contributor. All of these fires occurred with structured packed beds, not random packed beds. We are less concerned with random packed beds due to their lower propensity to trap pyrophoric scale. It is noted and recognized that an oxidative wash will not assure or guarantee a nonevent. Several of the fires did undergo a vapor phase oxidative chemical cleaning, but it was apparently ineffective at getting to or neutralizing all of the pyrophoric scale. In another instance, no oxidative chemical wash was conducted.
Our current philosophy is that an oxidative chemical wash, in both the liquid and vapor phases, must be conducted as a minimum mitigating procedure. Commercially available vendor products, which are at least equivalent to generic potassium permanganate oxidizers, are typical used. As noted, we strongly advise that a liquid phase oxidative wash be conducted in addition to the vapor phase washing, which we have found to be inadequate in large diameter towers.
The oxidative wash should be differentiated from a detergent chemical wash for removing oil and oily coke deposits. Any chemical wash should also be differentiated from a waterwash or steaming, which is prudent for tower entry and cleanliness; but again, this does not address the pyrophoric iron scale hazard. Maintaining the bed in a wet and cool condition (less than 105°F) is a good practice that we also undertake along with providing a temporary water supply pipe with a deluge spray nozzle at or in tower manways for emergency wetting of the bed, if required. It should also be noted that precautions must be taken around the tower peripheral equipment where pyrophoric scale can be washed or pushed; for instance, the reboiler where the scale can be trapped and smolder upon air ingress.

This graph shows the relative temperature profile, on the top plotline, of a structured packed bed that experienced a pyrophoric fire during a cooldown phase. The other plotlines were located in other packed beds which did not have an event.

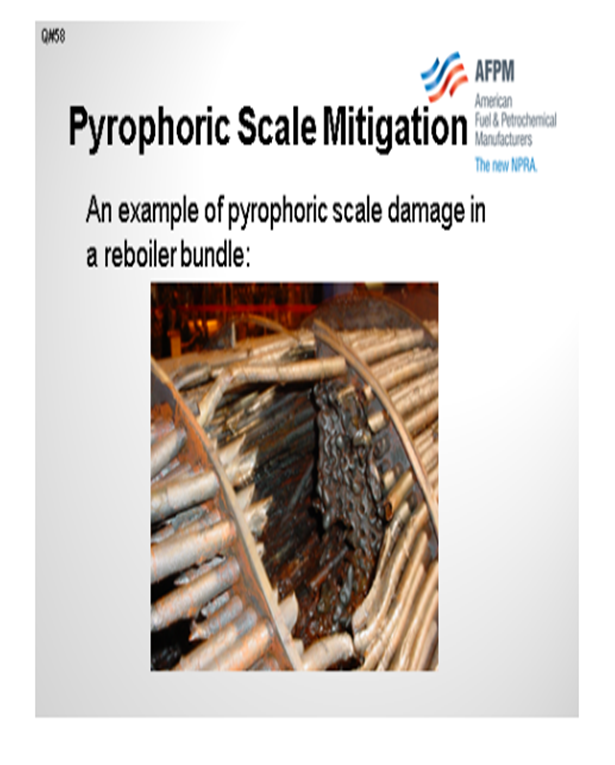
Next are some photos of what it looks like after an event. The first two photos show a damaged structured packed bed.

This photo shows a reboiler where some of this pyrophoric scale got pushed through the reboiler bundle with air ingress.
CLIFFORD (Motiva Enterprises LLC)
Similar to Howard, my company does not mandate chemical washes at this time. We will typically use a potassium permanganate-type solution and generally try to keep the beds wet. We will monitor temperatures and have a water spray available if any adverse conditions are noted.
BASHAM (Marathon Petroleum Corporation)
I have a quick point on the safety considerations of potassium permanganate. It is a very strong oxidizing agent, so you really need to ensure that you are not mixing it with chemicals that are incompatible with it. Generic refinery cleaners are typically used. These cleaners are incompatible with strong oxidizing agents to the point where if they are mixed, there will be a very strong exothermic reaction which can generate temperatures high enough to cause thermal burns. So, if you are using the potassium permanganate or any strong oxidizer, make sure you understand the chemical compatibilities.
STEPHEN PERRY (Motiva Enterprises)
It is important to realize that although this might be a big issue for us as we move around in the industry, there are a lot of young people coming into the industry for whom self-heating due to pyrophoric iron is not common knowledge. Self-heating is written in the procedures. Yet, I go out in the plant and see that the water spray cooling systems are not in place to handle an event if the equipment starts to heat up. Even though these safety systems are part of the procedure, they are not in place. So, I think it is incumbent upon us to make sure we are having discussions with the younger process engineers about what happens to make sure we are covering the bases.
RODRIGO CARDOSO (CITGO Lake Charles)
Instead of using permanganate, do you have any experience using some type of peroxide that is not as strong as permanganate? My second question is: How you do it to monitor temperature, especially when it comes to the towers with only a few TIs (temperature indicators), for example?
CLIFFORD (Motiva Enterprises LLC)
I have no experience with peroxides. Generally speaking, in terms of monitoring temperatures, the console operators can monitor DCS (distributed control system) temperature indicators. You can also have local handheld temperature readers when you are entering the column to make sure that there are no hot spots.
RODRIGO CARDOSO (CITGO Lake Charles)
You do not have anything attached to the tower wall, such as a temporary temperature reading device, right?
CLIFFORD (Motiva Enterprises LLC)
I am not aware of anything being attached to the tower wall.
LEE (BP North America)
We have not used peroxides, per se. There are plenty of permanganate solutions and alternative vendor products that are equal. If the solution oxidizes the scale, then that surely would be the consideration. So yes, as Steve said, you can use the available thermocouples, assuming they go down to near ambient on the scale. Some folks also might have a SOx (sulfur oxide) monitor as another mitigating device to help sense anything occurring in the tower environment.
CLIFFORD (Motiva Enterprises LLC)
My site company does not mandate it; however, it is a recommendation where iron sulfide may be present. We regularly passivate iron sulfide scale with a potassium permanganate solution, but we may elect to keep the bed wet with a water spray. We will monitor temperatures and recommend a safety water spray to be on standby if any heating is observed.
BASHAM (Marathon Petroleum Corporation)
At Marathon Petroleum Company, it is not required company wide. However, individual refineries have permanganate wash integrated into their standard procedures of preparing the crude vacuum tower for shutdown. While a permanganate wash will help, it will not provide 100% assurance that the risk has been mitigated. The presence of plugged distributors over the packed beds will make it impossible to ensure that all of the packing has been neutralized. For this reason, it is prudent to have a fire hose available to spray down the packing if smoldering is observed.
Year
2012
Process

Question 57: Do your CDUs/VDUs (crude distillation units/vacuum distillation units) employ automatic trip systems to mitigate tower level overfills? What is considered the Best Practice for high level detection and response?
BASHAM (Marathon Petroleum Corporation)
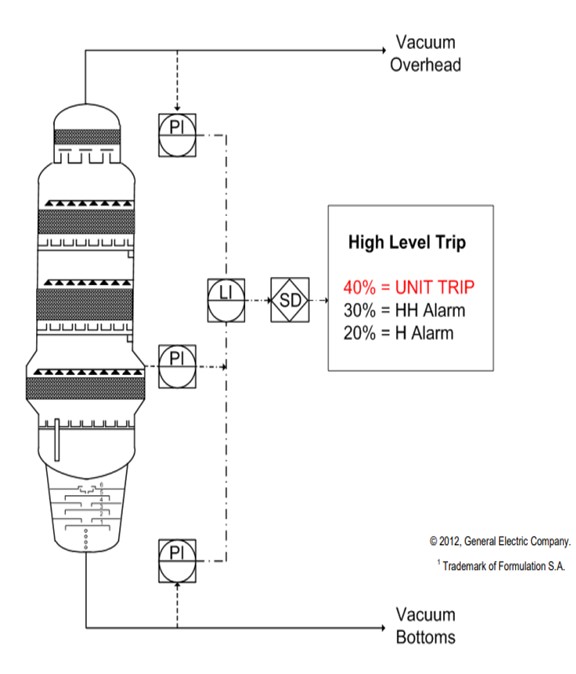
We do have a High Integrity Pressure Protection System, or a HIPPS, that is going to be installed on a crude unit vacuum tower at our Detroit refinery this fall. We are installing it in order to prevent a scenario where the weight of the liquid would overcome the low-bearing capability of the foundation. If you take a look at the slide, you will see a schematic of the HIPP system that we are installing on the vacuum tower. Essentially what you have is pressure indication across the tower. That pressure indication is then converted to level, and then the level indication is connected to the shutdown system. In this case, a 40% level on the tower would trigger a unit shutdown. A less expensive solution would be to install a pressure transmitter on the suction of the tower bottoms pumps, and then use this to determine when the level is above the tower bottoms level transmitters.

We have also had numerous instances during startups where we had high levels in crude atmospheric towers, crude vacuum towers, or coke re-fractionators which caused aborted startups or even tower internal damage. We have also seen tower overfill scenarios in distillate and gas oil hydrotreater stripper towers. In the case of the gas oil hydrotreater or stripper tower, we have actually filled to the point where we have gone out the top of the tower. The temperature of the hydrocarbon was sufficient enough to cause damage to the overhead air cooler tubes.
TRAN (Houston Refining LP)
We do not employ automatic trip systems. Our Best Practice is to use a combination of nuclear and differential pressure level indication with high level alarms. The operator’s response time on an emergency alarm is less than five minutes. In a high priority, the response time is less than 30 minutes.
DARYL HANSON (Valero Energy Corporation)
Kevin, I have two quick questions about your diagram. First, are there any special issues during startup that worry you about with cold ATB (atmospheric tower bottoms) coming into the tower? And if so, how do your account for those issues?
BASHAM (Marathon Petroleum Corporation)
The shutdown system level trip points were conservatively set based on liquid gravities that ranged from hot ATB to water, so cold ATB is included in this range.
DARYL HANSON (Valero Energy Corporation)
The second question is if you are going to pull all of the feed out of the unit trip, does that mean that you are going to shut the crude control valve if the level gets too high? BASHAM (Marathon Petroleum Corporation) No, this system only trips the ATB pumps and emergency isolation valves (EIVs), vacuum tower pumparound pumps, and waterwash pumps.
KEVIN PROOPS (Solomon Associates)
Sorry to pick on you, Kevin, but I have two more questions. One is: Do you know if you are going with two-out-of-three voting on those, or are they just the single transmitter?
BASHAM (Marathon Petroleum Corporation)
This system has two-out-of-two voting.
KEVIN PROOPS (Solomon Associates)
I would also suggest that if you have not already thought about it, you might consider conditioning a signal to avoid tripping it on an instantaneous signal. The level changes slowly, so it takes a while for the signal to trigger a shutdown.
ANDREW SLOLEY (CH2MHILL)
Are you incorporating any elements into the trip system to protect the upstream heater in the case of a sudden loss of heat when the trip cuts the feed out to the vacuum column?
BASHAM (Marathon Petroleum Corporation)
No, this system is only guarded against an overfill scenario.
BASHAM (Marathon Petroleum Corporation)
We have a High Integrity Pressure Protection (HIPP) system going on the crude unit vacuum tower at Detroit this fall. It is being installed to prevent a scenario where the weight of liquid would overcome the foundation’s load bearing capability. No other towers at Marathon Petroleum Company have this type of automatic trip system installed. A less expensive solution is to install a pressure transmitter on the tower bottoms pump suction and use this to determine when the level is above the normal tower bottoms level transmitters. We have had numerous instances during startups where a high level on atmospheric towers, vacuum towers, and coker fractionators has caused an aborted startup or damage to the tower internals.
We have seen overfills in diesel and gas oil hydrotreater stripper towers where hydrocarbon has overflowed the top. In the case of the gas oil hydrotreater stripper overfill, the overhead air cooler tubes warped due to the elevated temperature.
LEE (BP Products North America)
In two CDUs, we have an automated system to trip feed upon a high crude tower level. In both configurations, the relief valves discharge to the atmosphere and are considered higher risk than units relieving to a flare system. In both instances, furnace firing is cut first, and then feed is cut out on a time delay. Traditional DP level devices work reasonably well for CDU levels. Using a gamma ray level device for vacuum tower levels has also been done successfully.
Year
2012
Process