Question 20: What considerations do you give to co-processing or block mode operations with renewables in an existing hydroprocessing unit?
JEFF CATON (Axens)
Unfortunately, the co-processing incentives under the Renewables Fuel Standard (RFS) have not been strong enough to lead to mass adoption of co-processing renewable feedstock by US refiners. As these incentives become more clearly defined, there is little doubt refiners will each adopt a co-processing vs. block-mode strategy. In all scenarios, a refiner must consider their RFS obligations, potential biodiesel tax incentives, biodiesel merchant market, refiner’s existing hydrotreating units’ utilization rates, capabilities, and designs, renewable feedstock types, availability, price, and pre-treatment requirements, and product specifications and storage constraints.
The primary benefit to full-time or block mode operation with 100% renewable feedstock is the production of 100% renewable diesel (R100). R100 can be blended with conventional diesel in order to meet the RFS obligations of the refiner or could be sold to others for their blending requirements. Further, production of R100 can also be attractive in terms of a potential biodiesel tax credit. Unfortunately, this biodiesel tax credit is approved on a retroactive basis and approvals have not been timely, consistent, nor forecastable. As the long-term validity is in question, it does make it difficult to justify economics based on the biodiesel tax credit.
For a refiner who has a non- or under-utilized hydrotreating unit, full-time or block mode operations with 100% renewable feedstock in this asset may be very economical. An inherent benefit of block mode operations is the flexibility in being able to switch the processing from block mode with 100% renewable feedstock, to 100% conventional diesel/kerosene feed mode, or even to a co-processing mode depending on the market environment. It should be noted, the throughput capacity of the unit in 100% renewable feedstock mode may be limited to 10-30% of the nameplate capacity of the unit when in conventional diesel/kerosene hydrotreating mode. This is attributed to the high exotherm and hydrogen consumption when processing 100% renewable feedstock. In order to deal with these challenges, a large amount of product will typically be recycled from the back-to-front as liquid quench, thus limiting the fresh feed capacity to 10-30%. In addition, the need for CO, CO2, light ends, and water removal must be considered. Finally, protection against carbonic acid corrosion through metallurgy upgrades may be required. Segregated storage of R100 may be required, so storage and handling capabilities should be considered.
When a refiner does not have a non- or under-utilized hydrotreating unit that can be dedicated to full-time or block mode operations with 100% renewable feedstock, co-processing with conventional diesel or kerosene may be a feasible solution in meeting the RFS obligations of the refiner. It may be possible to co-process anywhere from a few percent upwards of 30% of renewable feedstock depending on the renewable feedstock type and unit capabilities.
JESSICA SCHLICTING (Criterion Catalysts & Technologies)
Renewable feedstocks, i.e., vegetable oil and animal fats can be co-processed with traditional diesels in existing ULSD units. Coprocessing has some distinct advantages over building a dedicated renewables processing unit, because it is a low CAPEX option that may allow refiners to obtain credits as part of the Renewable Fuel Standard (RFS) Program. There are some unique considerations that should be made if renewables are co-processed in an existing unit; the following is a list of some of the differences between renewables and traditional crude oil-derived feedstock and resulting evaluations that may need to be done prior to co-processing this material:
-
Oxygen content:
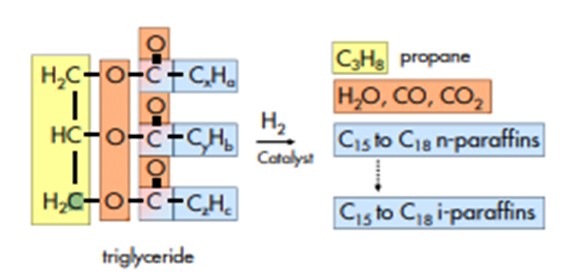
The oxygen content of vegetable oil and animal fats is high, making this a significant consideration in coprocessing. Byproducts of the deoxygenation reactions are water, carbon dioxide, carbon monoxide, and methane. The presence of these byproducts in the reactor system can reduce H2 partial pressure and impact recycle gas compressor operation. The relative number of byproducts produced is heavily influenced by H2S partial pressure, type of catalyst, and fraction of renewable feed in total feed.
Water is generated through the deoxygenation reaction and will be present in the reactor effluent system. The presence of the water will elevate the reactor effluent dew point and can result in increased chloride corrosion upstream of the water wash injection point.
-
Olefin content:
Vegetable oil and animal fats are also very olefinic. This will result in higher hydrogen consumption and heat release and will increase with increased percentages of renewable feeds processed. As with any olefinic feed processed in a hydroprocessing unit, this feed tends to polymerize, depending on the temperature profile in the unit and reactor, so this should be considered.
-
Earth Alkaline Metals and Phosphorus:
Vegetable oils have a higher content of metals not commonly encountered in petroleum-derived feedstock, such as Na, K, Ca, and Mg. Vegetable oils and animal fats contain Phosphorus, a known catalyst poison, which can have a significant impact on catalyst activity. The impact of these contaminants on catalyst activity should be discussed with the catalyst provider.
-
Chlorides:
In addition to other contaminants, vegetable oils and other animal fats can introduce chlorides to the reactor system. This is a potential corrosion concern in the unit which should be evaluated.
-
Product properties:
Because of the paraffinic nature of the products of co-processing vegetable oils in hydroprocessing units, the cold flow properties (pour point and cloud point) of the diesel product are typically higher when compared to these properties in the diesel product without co-processing. As the fraction of renewables in feed is increased, the resulting product cold flow properties can be expected to increase.
-
Renewable feedstock storage:
Vegetable oil and animal fat feed stock may turn rancid, if stored in tankage too long, especially if ambient temperature is high. If a refinery expects to store the feedstock in tanks on site, the feed may need to be deodorized, using bleach or something similar, to prevent foul smells.
Generally, co-processing renewable feedstock will likely be most successful in hydroprocessing units loaded with Nickel Molybdenum catalyst (vs Cobalt Molybdenum catalyst). Because of the increased hydrogen consumption, heat release, increased corrosion potential, and increased required WABT to meet product specifications while running renewable feedstock, co-processing less than 10% renewable fuels will likely be most feasible in an existing hydroprocessing unit.
These considerations should be reviewed during a management of change or equivalent process evaluation before choosing to co-process renewable fuels, such as vegetable oils or animal fats, in an existing hydroprocessing unit.